استفاده از تنظیمات بهینه اسلایسر شما را قادر می سازد بهترین نتایج را در هنگام استفاده از فیلامنت PLA یا ABS دریافت کنید.
همانطور که علاقه مندان پرینت سه بعدی با تجربه به شما خواهند گفت، تنظیمات اسلایسر هنگام کار با مواد مختلف تفاوت زیادی ایجاد می کند. رشته های ABS و PLA خواص مشابهی دارند، اما شما همچنان باید تنظیمات خود را تنظیم کنید تا بهترین نتایج را با هر ماده بدست آورید.
برای اینکه ایده ای از بهترین تنظیمات اسلایسر برای PLA و ABS به شما ارائه دهیم، این مقاله شما را از تمام مهم ترین تنظیمات راهنمایی می کند. شما باید این تنظیمات را برای مطابقت با چاپگر سه بعدی و فیلامنت خود انجام دهید. این فرآیند زمانی که شما شروع به کار می کنید بسیار ساده تر است.
تفاوت بین رشته پرینتر سه بعدی PLA و ABS چیست؟
چندین تفاوت کلیدی بین PLA و ABS وجود دارد که قبل از شروع چاپ با آنها باید از آنها آگاه باشید. چاپ PLA به طور کلی ساده تر است، اگرچه به اندازه ABS قوی یا بادوام نیست. اما چه چیز دیگری متفاوت است؟
PLA (پلی لاکتیک اسید)
PLA یک ترموپلاستیک محبوب است که از نشاسته های گیاهی به دست می آید. در حالی که این ماده به اندازه سایر رشته های چاپگر سه بعدی قوی نیست، چاپ با آن بسیار آسان است و از مشکلاتی مانند تاب برداشتن رنج می برد. PLA همچنین در چسبیدن تقریباً به هر سطح ساختمانی عالی است.
ABS (اکریلونیتریل بوتادین استایرن)
ABS از ترکیبی از سه پلاستیک/لاستیک مختلف ساخته شده است. از PLA قوی تر است، اما چاپ با آن نیز سخت تر است. ABS دوست دارد تاب بخورد، به دمای بالاتری نسبت به PLA نیاز دارد و همچنین در صورت استفاده نادرست می تواند خطراتی برای سلامتی ایجاد کند.
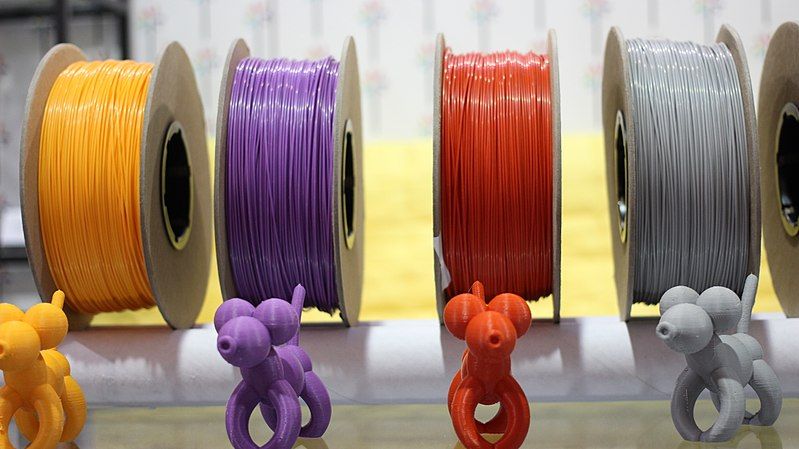
ارزش این را دارد که در مورد انواع مختلف فیلامنت پرینترهای سه بعدی وقت بگذارید تا بتوانید بهترین گزینه را برای پروژه های خود انتخاب کنید.
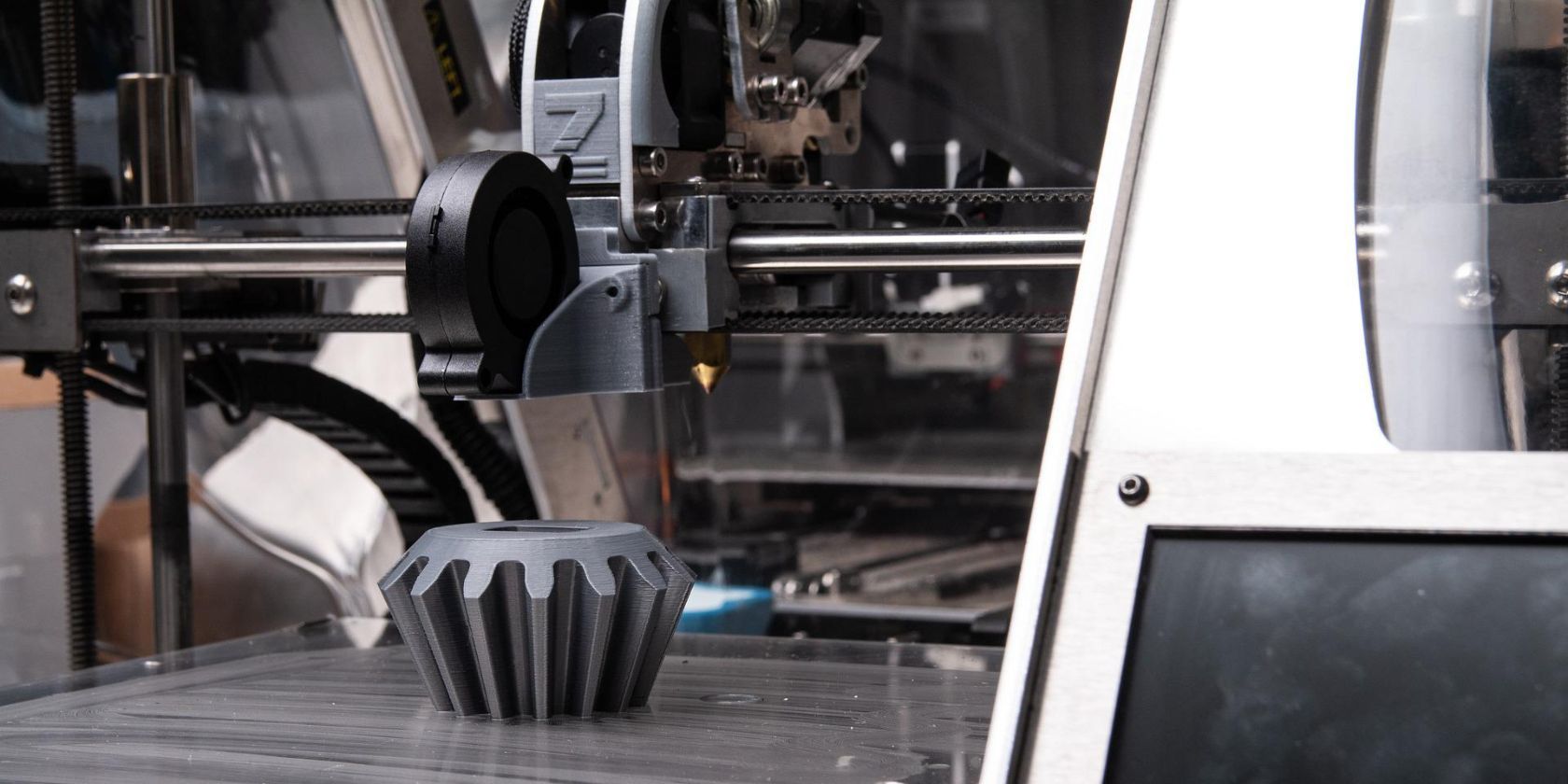
نازل و دمای بستر
پرینترهای سه بعدی FDM از گرما برای نرم کردن مواد رشته ای استفاده می کنند تا بتوان آنها را شکل داد و به هم چسباند. ABS و PLA نیازهای دمایی نازل و بستر بسیار متفاوتی دارند. ABS آن را گرمتر ترجیح می دهد، در حالی که PLA در شرایط خنک تر به خوبی کار می کند.
نازل پرینتر سه بعدی PLA و دمای سطح ساختمان
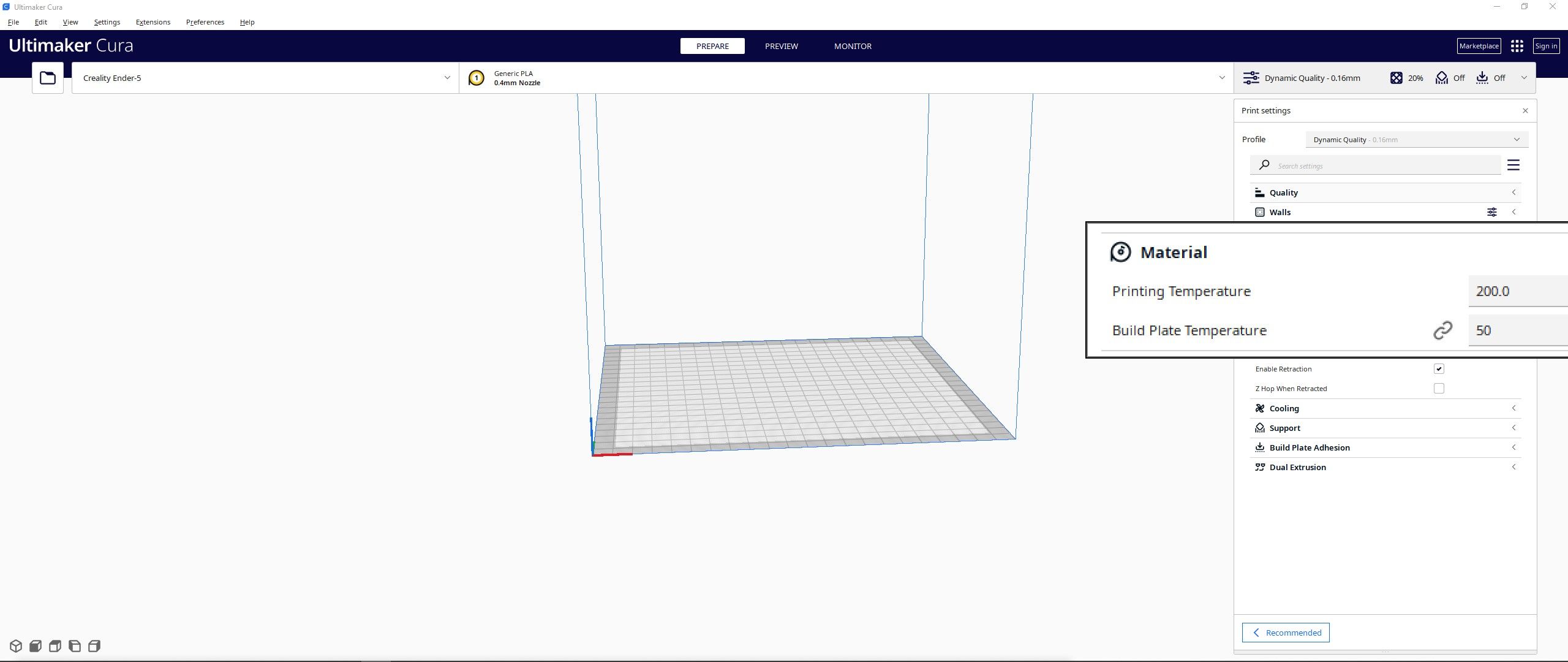
شما می توانید PLA را بدون سطح ساختمانی گرم شده چاپ کنید، به شرط آنکه بافتی داشته باشد که پلاستیک به آن بچسبد. با وجود این، PLA از دمای بستر بین 50 تا 60 درجه سانتی گراد بهره می برد.
سطح ساخت شما نیز باید تراز باشد تا به درستی کار کند. یادگیری نحوه تراز کردن تخت پرینتر سه بعدی نیاز به زمان و صبر دارد، اما نتایج ارزشش را دارد.
بهترین دمای نازل برای PLA معمولاً بین 200 تا 215 درجه سانتیگراد است. برای یافتن بهترین دمای چاپ برای چاپگر خود می توانید از مدل های سه بعدی کالیبراسیون برج دما استفاده کنید.
نازل پرینتر سه بعدی ABS و دمای سطح ساختمان
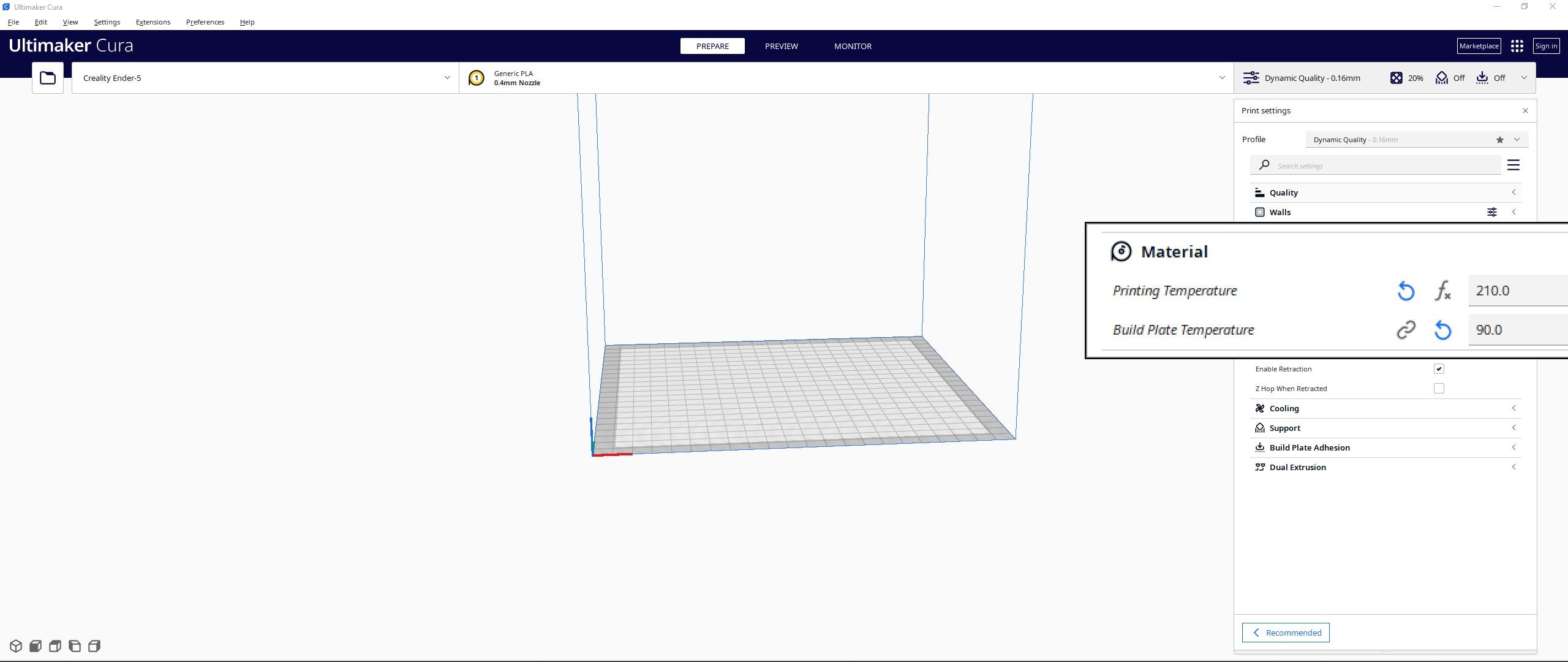
چاپ ABS بدون تخت گرم تقریبا غیرممکن است، زیرا این ماده در مواجهه با دماهای مختلف دچار تاب خوردگی جدی می شود. استفاده از تخت گرمایش بین 90 تا 110 درجه سانتی گراد نقطه خوبی برای شروع با ABS است.
ABS نقطه ذوب بالاتری نسبت به PLA دارد. بهتر است قبل از شروع آزمایش با دمای پرینت سه بعدی ABS بین 210 تا 250 درجه سانتیگراد را هدف قرار دهید.
ارتفاع لایه
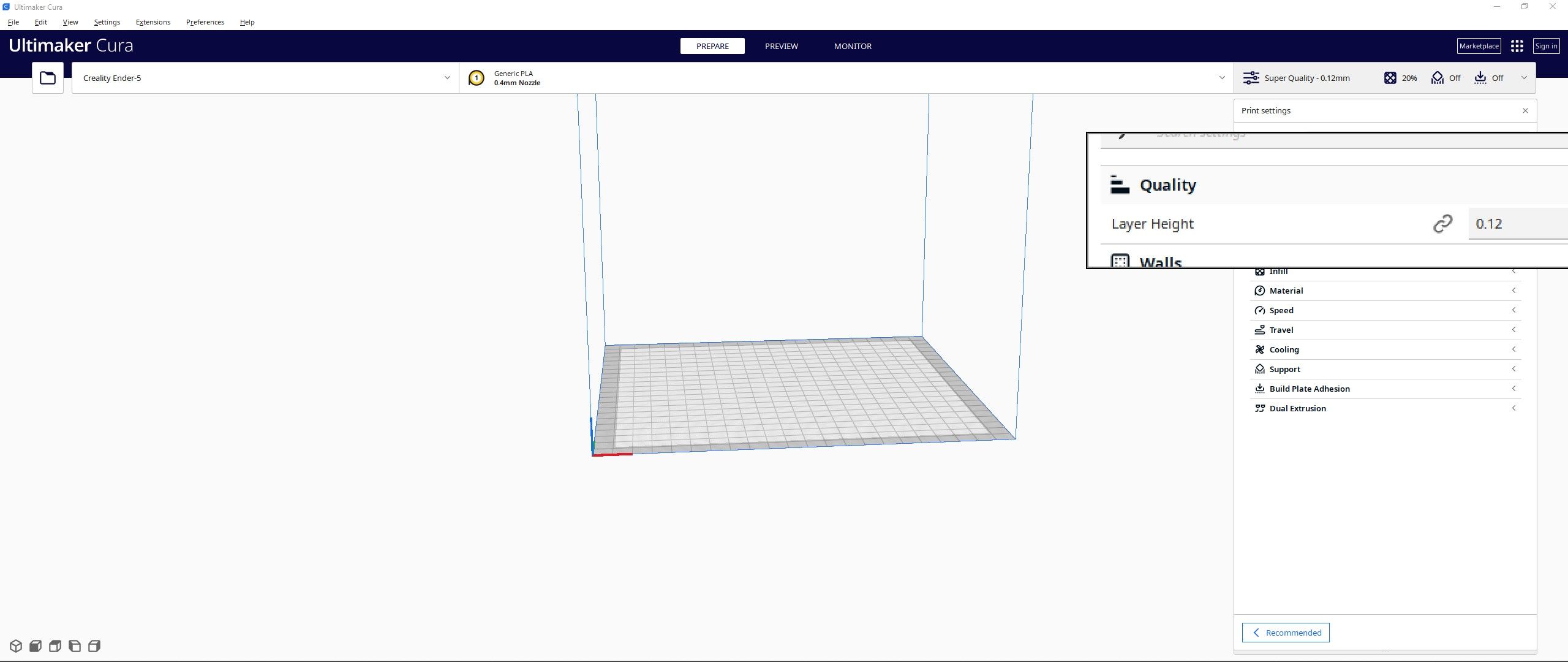
همانطور که از نام آن پیداست، ارتفاع لایه، ارتفاع هر یک از لایه هایی است که توسط چاپگر سه بعدی شما ایجاد شده است. هر دو PLA و ABS در مورد ارتفاع لایه بسیار بخشنده هستند و شما باید این تنظیم را بر اساس اندازه نازل خود و کیفیت مورد نظر خود انتخاب کنید. به عنوان مثال، یک نازل 0.4 میلی متری باید برای ارتفاع لایه بین 0.12 میلی متر تا 0.28 میلی متر استفاده شود.
سرعت جنبش
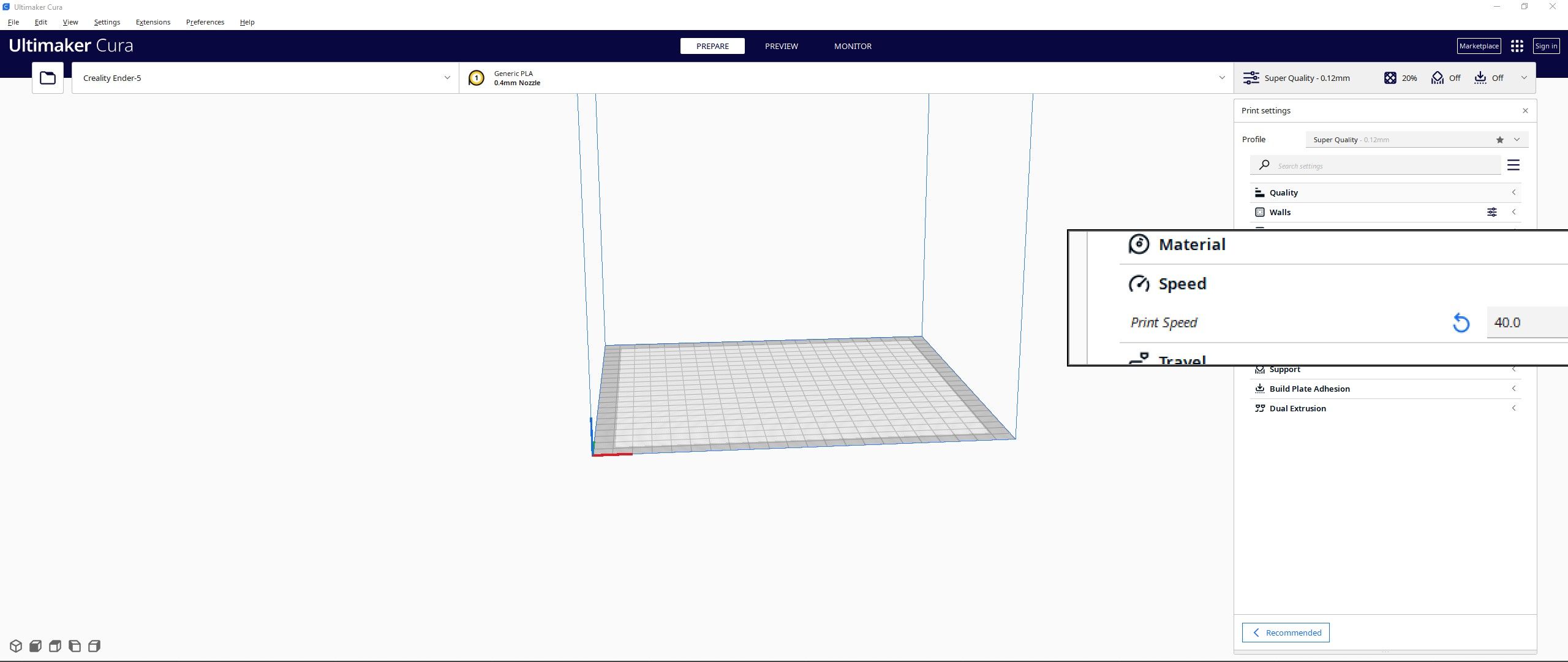
اکسترودر چاپگر سه بعدی و هاتند شما برای ایجاد پرینت های سه بعدی شما حرکت می کنند و سرعت این حرکات باید دقیق باشد. هر دو PLA و ABS به خوبی با سرعت حرکت بین 40 میلی متر بر ثانیه و 60 میلی متر بر ثانیه چاپ می کنند. آهسته رفتن میتواند باعث اکستروژن بیش از حد شود، در حالی که سرعت زیاد میتواند باعث کماکستروژن و چاپهای بیکیفیت شود.
سرعت عقب نشینی و فاصله
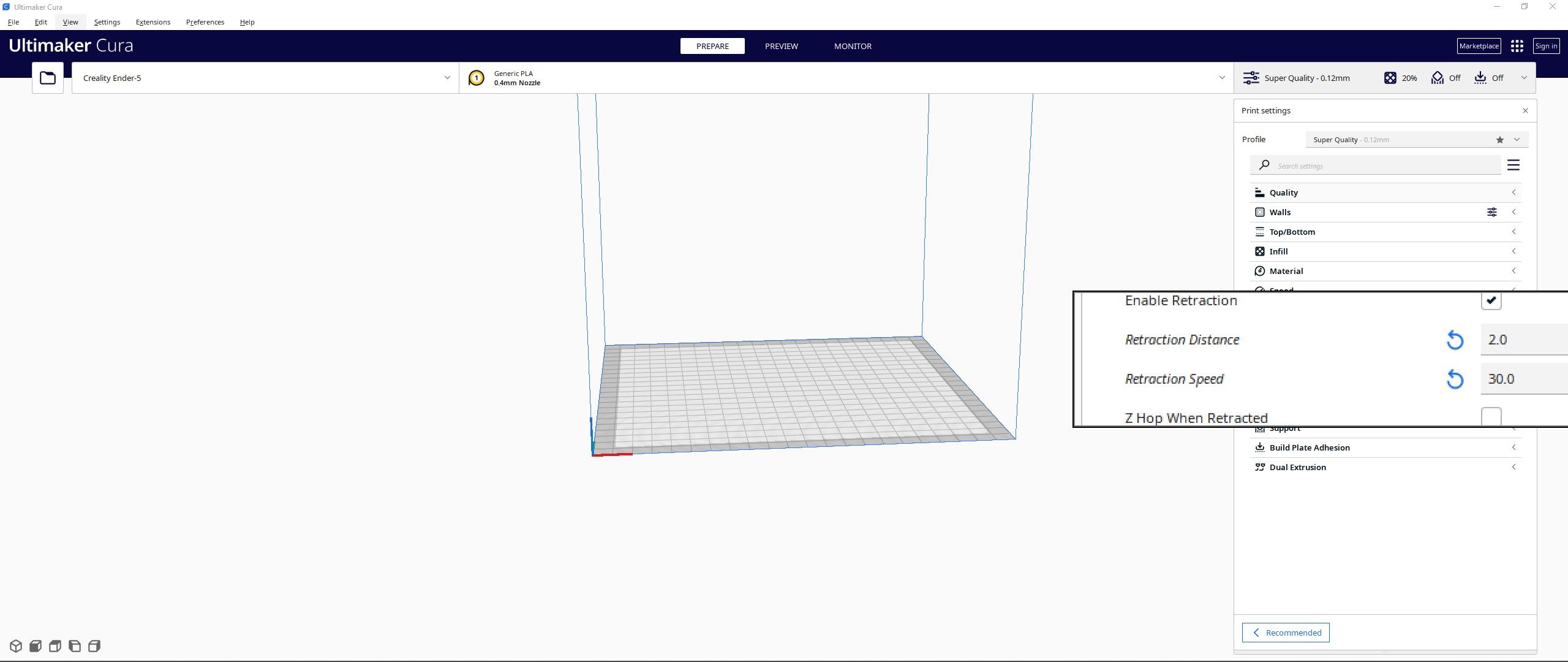
بسیاری از چاپگرهای سه بعدی قادر به جمع کردن رشته ها برای جلوگیری از اکستروژن هستند. این امکان را برای هوتند فراهم می کند بدون اینکه رشته های پلاستیکی پشت آن باقی بماند. هر دو PLA و ABS با سرعت جمع شدن بین 40 میلیمتر بر ثانیه و 60 میلیمتر بر ثانیه و فاصله محدود بین 0.5 میلیمتر تا 1 میلیمتر برای اکسترودرهای درایو مستقیم و بین 30 میلیمتر بر ثانیه تا 50 میلیمتر بر ثانیه با فاصله 2 میلیمتر برای راهاندازیهای Bowden به خوبی کار میکنند.
نوع پر کردن و چگالی
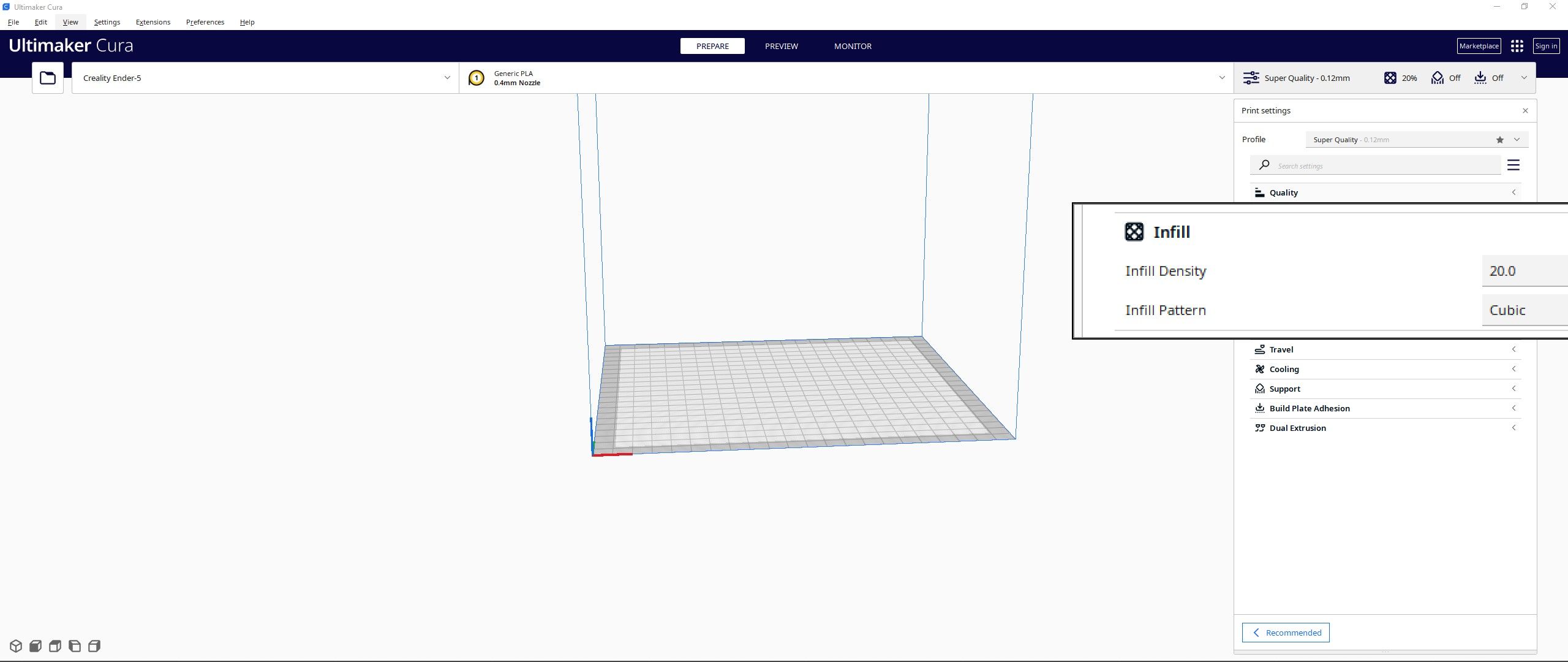
چاپ یک جسم جامد با چاپگر FDM غیرعادی است. در عوض، الگوهای پرکننده فضای داخل جسم را پر میکنند و باعث صرفهجویی در وزن، رشته و زمان میشوند. هر دو ABS و PLA با حداقل 10 درصد چگالی پر شدن بهترین کار را انجام می دهند، اما برای یک جسم قوی تر می توانید این میزان را تا 30 درصد افزایش دهید. فراتر از 30 درصد چگالی پر کردن، در بیشتر موارد افزایش مقاومت قابل توجهی نخواهید داشت.
بسیاری از برنامه های برش دهنده به شما این امکان را می دهند که از بین طیف وسیعی از الگوها/انواع پرکننده مختلف انتخاب کنید. الگویی که انتخاب میکنید میتواند بر قدرت چاپهای شما و زمان لازم برای چاپ سهبعدی آنها تأثیر بگذارد، اما این تفاوت برای بسیاری از کاربران بسیار ناچیز است.
نوع و مواد پشتیبانی
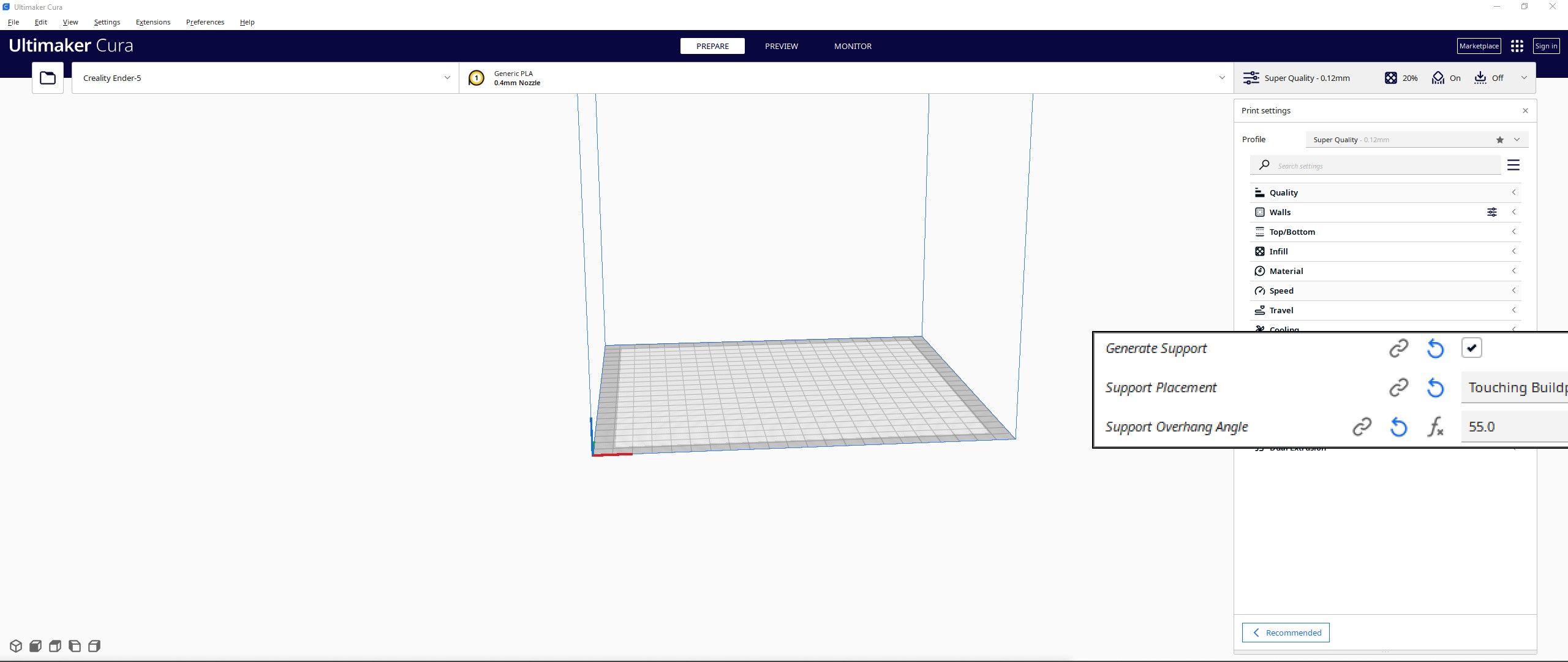
پشتیبانی ها بخش مهمی از پرینت سه بعدی هستند و امکان چاپ اشیایی را با برآمدگی هایی که در غیر این صورت در هوای آزاد بودند را ممکن می سازد. PLA و ABS هم با تکیه گاه های درخت مانند و هم با تکیه گاه های برج معمولی به خوبی کار می کنند. زاویه اورهنگی که انتخاب میکنید تعیین میکند که پیشفرض باید چقدر شیب دار باشد قبل از ایجاد تکیهگاه. 0 درجه همه اورهانگ ها را پشتیبانی می کند، در حالی که 90 درجه هیچ پیشروی را پشتیبانی نمی کند. 55 درجه مکان خوبی برای شروع است. شایان ذکر است که اسلایسرهای مختلف پشتیبانی را به روش خاص خود کنترل می کنند.
همیشه ارزش دارد به موادی که برای پشتیبانی های چاپ سه بعدی خود استفاده می کنید فکر کنید. چاپ های چند ماده ای با رشته های محلول در آب کار می کنند که وقتی در آب خیس می شوند ناپدید می شوند. این برای مواد قوی مانند ABS و مواد با چسبندگی خوب مانند PLA عالی است.
اضافات چاپ سه بعدی
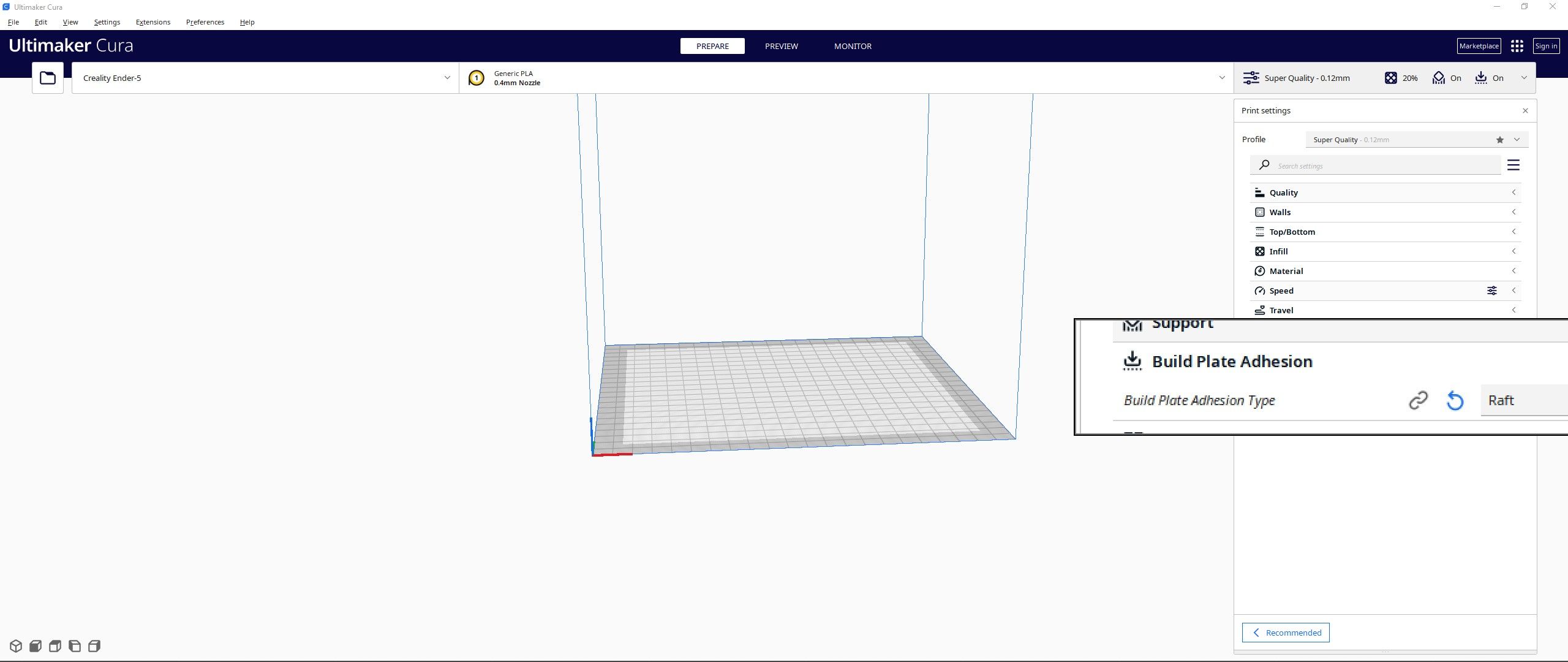
اکثر ابزارهای برش دهنده می توانند طیف وسیعی از موارد اضافه شده را به پرینت های سه بعدی شما اضافه کنند. این شامل قایق ها و لبه ها برای کمک به چسبندگی سطح، همراه با ابزارهای دیگر مانند پاک کردن برج ها و دیوارها است. قایقها پایهای عالی برای بسیاری از پرینتهای سهبعدی PLA فراهم میکنند، بهخصوص اگر نرمافزار اسلایسر شما گرمای چند لایه اول را افزایش دهد. این می تواند به شما امکان کنترل مقدار کمی تاب برداشتن را که می تواند با PLA رخ دهد، بدهد.
ABS خیلی راحت تر از PLA می پیچد و اگر تخت شما به درستی تراز نشده باشد، یک قایق می تواند این وضعیت را بدتر کند. لبهها میتوانند برای ABS بسیار بهتر از قایقها باشند، زیرا هر گوشه را محکم میکنند و آن را گرد میکنند. این کار استرس ناشی از تاب برداشتن را پخش می کند و باعث می شود جسم روی تخت چاپ راحت تر بماند.
پرینتر سه بعدی و خنک کننده قطعات
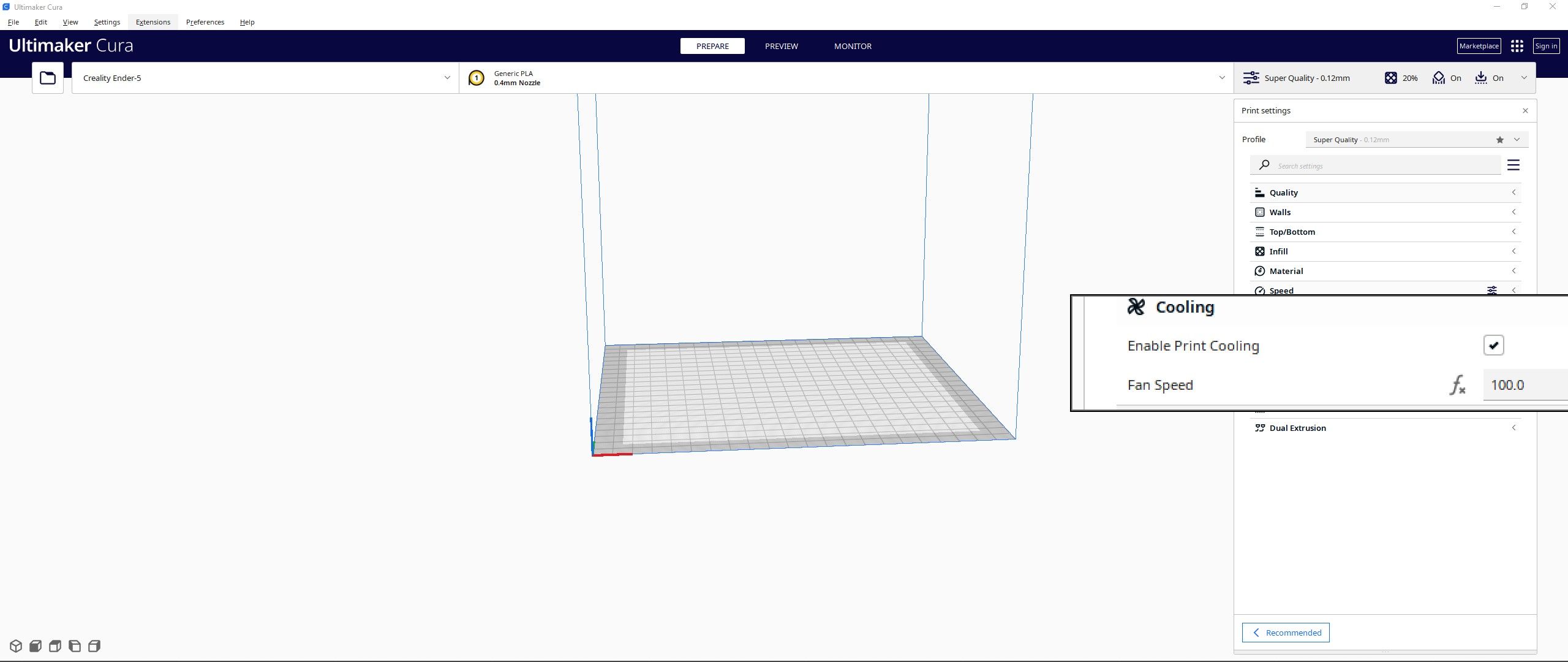
PLA و ABS مشابه هستند، اما نیازهای خنک کننده آنها به شدت متفاوت است. PLA از خنک شدن به محض خارج شدن از نازل سود می برد، اما ABS اصلاً خنک کننده قطعه را ترجیح نمی دهد. استفاده از خنک کننده قطعات با ABS احتمال تاب خوردگی و چسبندگی ضعیف لایه را افزایش می دهد، اما خنک کننده محفظه همچنان ایده خوبی است.
ساختار پرینتر سه بعدی عمومی (تخت و محفظه)

PLA ماده ای باورنکردنی است که تقریباً برای هر چاپگر سه بعدی FDM مناسب است. سطوح ساخت شیشه، فلز و نوار چسب همگی می توانند نتایج عالی ارائه دهند و برای چاپ با این ماده به هیچ نوع محفظه ای نیاز ندارید.
از سوی دیگر، ABS داستان بسیار متفاوتی است. محفظه ها برای پرینت سه بعدی ABS حیاتی هستند. آنها نه تنها از چاپ در حین ساخت محافظت می کنند، بلکه گرما را نیز به دام می اندازند و با سرد شدن قطعه، احتمال تاب برداشتن را کاهش می دهند. خوشبختانه، اگر از راهنما پیروی کنید، می توانید محفظه چاپگر سه بعدی خود را با سهولت نسبی بسازید.
پرینت سه بعدی با ABS و PLA
به عنوان دو مورد از رایج ترین مواد قابل چاپ سه بعدی در بازار، منطقی است که PLA و ABS به خوبی آزمایش شده باشند. با این وجود، همیشه باید با شماره گیری چاپگر خود کار کنید تا مطمئن شوید که بهترین تنظیمات را برای برند فیلامنت و خود شی 3 بعدی انتخاب می کنید.