از دست دادن رشته های گرانبها به دلیل شکست مکرر پرینت سه بعدی؟ در اینجا چهار مورد از رایج ترین علل خرابی چاپ و نحوه جلوگیری از آنها آورده شده است.
در مقایسه با تولید سنتی، پرینت سه بعدی ارزانتر، راحتتر است و باعث ایجاد آشفتگی کمتر و محصولات جانبی سمی کمتری میشود. به هر حال نمونه سازی و تولید در مقیاس کوچک را به اتاق خواب های ما آورده است. اما در حالی که چاپ سه بعدی راحت است، مطمئناً آسان نیست.
مطلقاً هر چیزی، از کشش نامناسب تسمه و گشتاور نادرست سفت کردن نازل گرفته تا اشتباه کردن هر یک از صدها تنظیمات نرم افزار اسلایسر، می تواند باعث شکست فاجعه بار چاپ سه بعدی شما شود. اما نگران نباشید زیرا ما رایج ترین علل خرابی پرینت سه بعدی را همراه با نکات مفید در مورد نحوه جلوگیری از آنها گردآوری کرده ایم.
1. رشته زدن
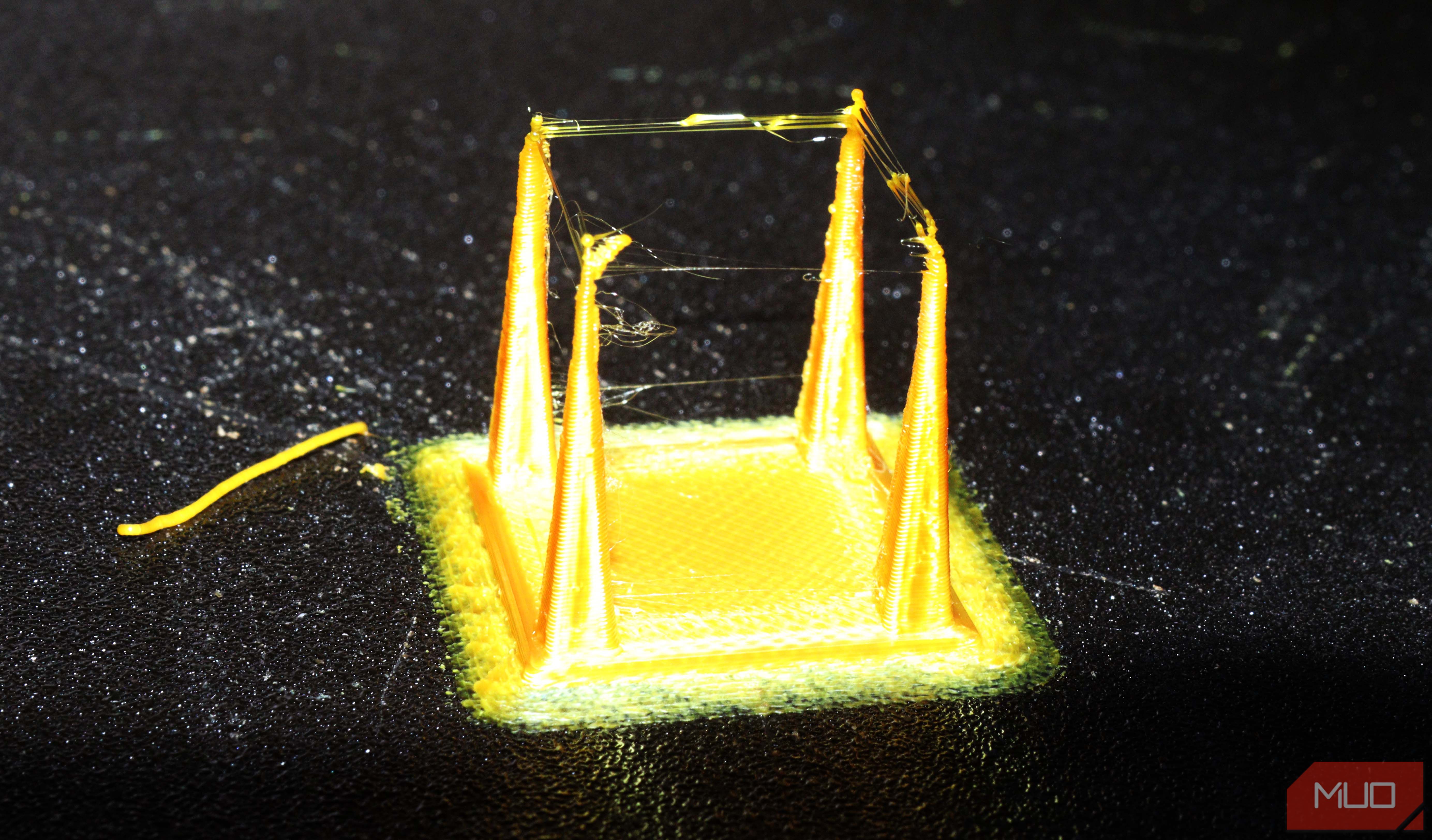
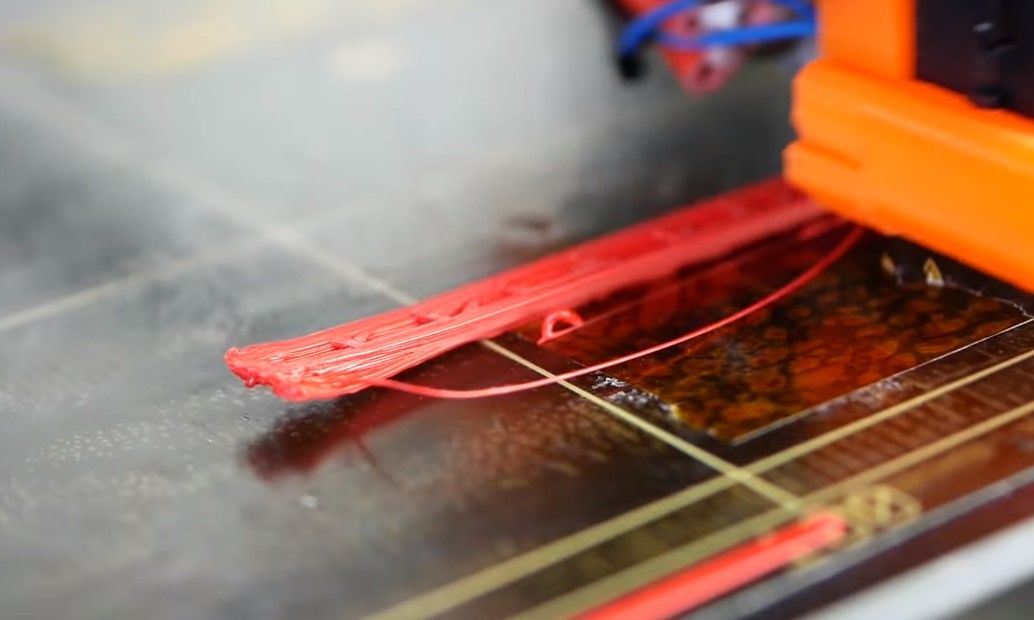
رشتهبندی ممکن است یک شکست فاجعهبار برای پرینتهای سهبعدی آرایشی به حساب نیاید، اما ورقههای نازک پلاستیک که بهصورت افقی در تمام فضاهای خالی مدل شما میچرخند نیز این هدف را شکست میدهد. حتی بدتر از آن، رشتههای بیش از حد حتی میتواند باعث ایجاد مشکلاتی در ترخیص در چاپهای کاربردی شود، بهویژه آنهایی که شامل قطعات متحرک هستند.
چه چیزی باعث ایجاد رشته می شود؟
این نقص ناخوشایند زمانی رخ می دهد که یک چاپگر سه بعدی نتواند از بیرون ریختن رشته مذاب از نازل به هنگام عبور از شکاف های داخل مدل سه بعدی جلوگیری کند. این پدیده توسط عوامل متعددی کنترل می شود، از ویسکوزیته رشته مذاب گرفته تا فشار ایجاد شده در نازل.
به عبارت دیگر، چاپ در دمای بیش از حد باعث می شود که فیلامنت به راحتی از نازل بیرون بیاید و باعث ایجاد رشته شود. در همین حال، عدم کاهش فشار نازل نیز باعث میشود که پلاستیک مذاب زودتر به بیرون رانده شود. وجود رطوبت در رشته ممکن است به رشته شدن نیز کمک کند.
بدتر از آن، مواد خاصی مانند PETG ذاتاً بیشتر در معرض این نقص چاپ سه بعدی هستند.
نحوه رفع رشته: از دمای پایین تر استفاده کنید
هر چه دمای نازل شما گرمتر باشد، در زمانی که نباید فیلامنت بیرون بیاید، راحت تر بیرون می زند. تنظیم دمای نازل صحیح باعث می شود ویسکوزیته رشته ای مناسب باشد که به نوبه خود به چاپگر سه بعدی شما اجازه می دهد تا جریان رشته مذاب را با دقت بیشتری کنترل کند. خوشبختانه، راه آسانی برای دستیابی به این هدف وجود دارد.
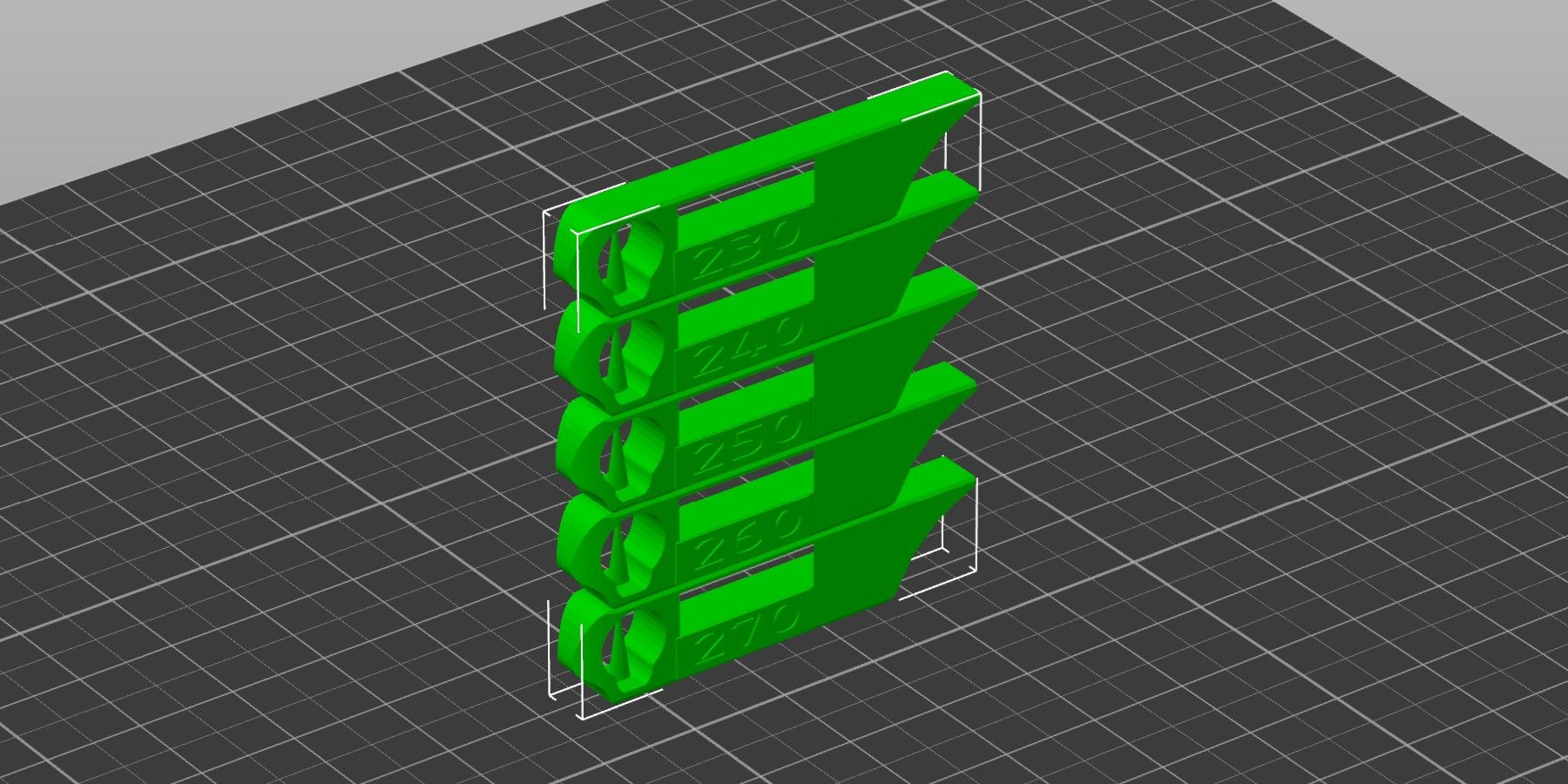
اکثر برش دهنده های مدرن مانند PrusaSlicer، یا همتای منبع باز آن SuperSlicer، دارای مدل های تست برج دمای داخلی هستند. از این جادوگران کالیبراسیون برای تنظیم دقیق دمای نازل برای رشته انتخابی خود استفاده کنید. برج دما به شما امکان می دهد بخش های مختلفی از مدل را در دمای نازل های مختلف چاپ کنید.
این برای یافتن ناحیه Goldilocks بین به حداکثر رساندن استحکام چسبندگی بین لایه و کاهش رشته بسیار عالی است. چاپ آزمایشی را در سطوح مختلف بچسبانید تا تعیین کنید که کدام درجه حرارت برای برنامه شما به اندازه کافی قوی است و در عین حال رشتهبندی را نیز کاهش دهید.
نحوه تنظیم تنظیمات عقب نشینی
اکنون که با دمای بیش از حد نازل مقابله کرده ایم، می توانیم به چاپگر شما کمک کنیم تا فشار نازل را کاهش دهد. فشار دادن فیلامنت مذاب از یک روزنه کوچک در داخل نازل نیاز به فشار زیادی دارد. اگر نیروی فشار فوقالعاده در زمان کاهش نیابد، رشته به بیرون ریختن نازل ادامه میدهد و به صورت زهی ظاهر میشود.
نرمافزار اسلایسر شما برای این منظور دارای یک تنظیم دوبله فاصله پسکشی است. همانطور که از نام آن پیداست، با کشیدن فیلامنت در جهت مخالف، فشار نازل را کاهش می دهد. مقادیر فاصله انقباض بر حسب میلی متر اندازه گیری می شود و برای اکسترودرهای درایو مستقیم بین 0.4 تا 1.2 میلی متر است. با این حال، اکسترودرهای Bowden به 2 تا 7 میلیمتر پسکشی نیاز دارند. اگر در مورد انواع اکسترودر مطمئن نیستید، توضیح دهنده ما در مورد اکسترودرهای مستقیم و Bowden باید شما را تحت پوشش قرار دهد.
مقدار نیز با سفتی/کشسانی مواد رشته تغییر می کند. چاپ مدلهای کالیبراسیون بهینهسازی شده برای پسکشیدن، تنها راه مناسب برای تعیین تنظیمات مناسب برای چاپگر سه بعدی شماست. مانند برج دما، اکثر برشکنندههای مناسب دارای برجهای جمعکننده داخلی هستند. در غیر این صورت، می توانید یک برج عقب نشینی را از Printables دانلود کنید تا متوجه شوید کدام تنظیم فاصله انقباض برای شما بهترین کار را دارد.
علاوه بر فاصله انقباض، سرعت انقباض نیز در سیم کشی تاثیر دارد. برای اکثر رشته ها بین 25mm/s تا 60mm/s متغیر است، اما این بستگی به این دارد که آیا شما از اکسترودر مستقیم یا Bowden استفاده می کنید، در حالی که تحت تاثیر چقرمگی/الاستیسیته ماده چاپ شده نیز قرار می گیرد. سرعت بسیار کم باعث بدتر شدن رشته می شود، در حالی که مقدار بیش از حد باعث می شود که رشته توسط چرخ دنده های اکسترودر جویده شود یا حتی به طور کامل گیر کند. بار دیگر، چاپ های کالیبراسیون بهترین روش عمل هستند.
2. گرفتگی نازل
گرفتگی نازل زمانی اتفاق میافتد که فیلامنت نتواند از نازل عبور کند و در نتیجه پرینتهای ناقص یا عدم اکستروژن ایجاد میشود. برخلاف رشته، این امر همیشه باعث شکست کامل چاپ می شود. شناسایی علت گرفتگی و یافتن راه حل نیز به دلیل تعداد زیاد متغیرهای درگیر، چندان ساده نیست.
چه چیزی باعث گرفتگی نازل می شود و چگونه از آن جلوگیری کنیم
پیچیدگی یک اکسترودر پرینتر سه بعدی نقاط شکست زیادی ایجاد می کند که می تواند به گرفتگی نازل کمک کند. به طور کلی، علل اولیه از مسائل مکانیکی (اکسترودر، نازل، بخاری) تا انتخاب رشته و شیوه های جابجایی متغیر است. بیایید نگاهی به رایج ترین علل بیاندازیم.
کیفیت فیلامنت: رشتههای ارزانتر احتمالاً حاوی گرد و غبار و زباله هستند که میتوانند به مرور زمان در نازل جمع شوند و در نهایت آن را مسدود کنند. یافتن قطعات فلزی در داخل رشته های تولید شده توسط برندهایی که از استانداردهای تولیدی مناسب پیروی نمی کنند، غیر معمول نیست. گرفتگی یک نازل متوسط که دهانه آن فقط 0.4 میلی متر است، نیازی به مقدار زیادی ندارد. استفاده از فیلامنت های باکیفیت از برندهای معتبر سودمند است. با این حال، اگر از راهنمای کشش سرد ما برای نگهداری پیشگیرانه نازل پیروی کنید، کاهش تأثیر منفی رشته های ارزان آسان است.
اندازه نازل نادرست: رشتههای مهندسی با استفاده از فیبر کربن و فیبر شیشهای ترکیبی میتوانند به راحتی نازلهای استاندارد 0.4 میلیمتری موجود در اکثر چاپگرهای سه بعدی را مسدود کنند. بهتر است از نازلهای 0.6 میلیمتری بزرگتر برای کاهش خطر مسدود کردن دهانه کوچک نازل استوک توسط مواد کامپوزیتی نسبتاً بزرگ استفاده کنید. این توصیه در مورد رشته های چوبی، درخشنده در تاریکی و فلزات نیز صدق می کند.

ارتفاع بیش از حد لایه: لایههای ضخیمتر سریعتر چاپ میشوند، اما زیادهروی در این کار به راحتی میتواند نازل شما را مسدود کند. تنظیم ارتفاع لایه در حالت ایده آل نباید از 75 درصد اندازه نازل شما تجاوز کند. این بدان معناست که ارتفاع لایه 0.3 میلی متری تقریباً بیشترین میزانی است که می توانید با خیال راحت برای یک نازل 0.4 میلی متری استفاده کنید.
چاپ مدلها در ارتفاع لایههای بزرگتر نیاز به جریان حجمی بسیار بالایی از رشته دارد که بدون افزایش دمای نازل غیرممکن است. عدم تامین گرمای کافی باعث می شود که اکسترودر نتواند رشته سرد را از نازل خارج کند.
خزش گرما: در نقطه مقابل طیف، چاپ در دمای بیش از حد ممکن است باعث شود که گرما از سمت گرم از طریق هیت شکن به سمت سرد “خزنده” شود. گرفتگی نازل هر زمانی که رشته در سمت اشتباهی از هیتبریک ذوب شود، ظاهر میشود. اگر فن هاتند شما کار نمیکند، حتی نیازی نیست که برای مواد کمذوب مانند PLA برای مسدود شدن نازل، بهخصوص داغ چاپ کنید.
این را می توان به طور موثر با تأیید عملکرد فن Hotend قبل از چاپ کاهش داد. استفاده از هیت شکن های تیتانیوم یا فولاد نازک تر نیز خزش گرما را کاهش می دهد. اگر PLA را در یک چاپگر محصور چاپ می کنید، باز نگه داشتن درب ایده خوبی است. اگر هیچ چیز دیگری کار نمی کند، ممکن است مجبور شوید به یک فن Hotend قدرتمندتر ارتقا دهید.
سایش اکسترودر: مجموعه موتور و چرخ دنده اکسترودر باید مقدار زیادی گشتاور و چسبندگی ایجاد کند تا فیلامنت را از طریق نازل عبور دهد. این امر به ویژه در سرعت های سریع چاپ برای موادی که در دماهای داغتر چاپ می کنند صادق است. گشتاور خروجی موتورهای پله ای اکسترودر کهنه ممکن است به مرور زمان کاهش یابد یا چرخ دنده های اکسترودر فرسوده شده باشند. ترکیبی از این عوامل در یک چاپگر قدیمی می تواند افت کافی در نیروی اکستروژن ایجاد کند که باعث گرفتگی نازل شود.
با این حال، هنگامی که با گرفتگی نازل مواجه شدید، راهنمای باز کردن گرفتگی نازل پرینتر سه بعدی بسیار مفید ما خواهد بود.
3. تاب برداشتن
تاب برداشتن زمانی اتفاق میافتد که گوشهها یا لبههای چاپ در حین چاپ از روی بستر چاپ بلند شوند. در حالی که این ممکن است مانند یک نقص آرایشی به نظر برسد، دقت ابعاد را برای چاپ های کاربردی از بین می برد، که باعث شکسته شدن آن می شود. بدتر از آن، تاب برداشتن بیش از حد نیز می تواند باعث شود کل چاپ از روی تخت جدا شود و چاپ را خراب کند.
چه چیزی باعث پیچ خوردگی می شود؟
اگر یک دیوار مینیاتوری را در حال چاپ با ABS تصور کنید، درک مکانیزم تاب برداشتن آسانتر است. چند لایه اول در دمای 260 درجه سانتیگراد روی تختی که تا 100 درجه سانتیگراد گرم می شود قرار می گیرد تا به چسبندگی کمک کند. همانطور که چاپ پیشرفت می کند، لایه های نزدیک تخت در دمای 100 درجه سانتیگراد هستند، در حالی که لایه های بالاتر در یک سوم این دما قرار دارند.
لایه های بالایی در تماس با هوای سردتر محیط با سرد شدن شروع به کوچک شدن می کنند، در حالی که لایه های پایینی گرمتر در نزدیکی بستر گرم شده به دلیل انبساط نسبتا بزرگتر هستند. کوچک شدن لایههای رویی باعث میشود که لایههای داغتر نزدیک تخت در نتیجه خمیده شوند، که با بلند شدن گوشهها از روی تخت آشکار میشود.
در حالی که چسبندگی بستر می تواند تاب برداشتن را کاهش دهد، در واقع به دلیل اختلاف دمای بین لایه های گرم و سرد چاپ اتفاق می افتد. دقیقاً به همین دلیل است که تاب برداشتن در مواد فنی مانند نایلون و ABS که در دماهای بسیار بالاتر چاپ می شوند مشهودتر است.
چگونه از تاب برداشتن جلوگیری کنیم
پل زدن اختلاف دمای فوق الذکر بهترین راه برای کاهش تاب خوردگی است. دستیابی به آن برای چاپ های ABS آسان تر است زیرا تنها چیزی که نیاز دارید یک محفظه چاپ محصور است. این گرمای تولید شده توسط بستر را به دام می اندازد تا دمای محفظه را تا 70 درجه سانتیگراد برای چاپگرهای کوچکتر مانند Voron 0-series بالا ببرد.
این روش همچنین برای مواد چالش برانگیزتر مانند نایلون و پلی کربنات کار می کند. در حالت ایده آل، شما باید لوازم الکترونیکی چاپگر خود را به خارج از محفظه منتقل کنید تا از طول عمر آن اطمینان حاصل کنید. با این حال، یک محفظه ساده هنوز نمی تواند از تاب برداشتن چاپ های بسیار بزرگ یا بلند در یک چاپگر سه بعدی بزرگتر جلوگیری کند. در آن مرحله، باید محفظه چاپ را به طور فعال گرم کنید تا حداقل به 60 درجه سانتیگراد نزدیک شود.
لازم به ذکر است که چنین دماهای محفظه بالایی برای موادی مانند PLA و PETG که در آن دماها نرم می شوند، ایده آل نیستند. این مواد به بهترین وجه در چاپگرهای سه بعدی باز چاپ می شوند و بستر در دمای انتقال شیشه ای (نرم شدن) (بین 45 تا 60 درجه سانتی گراد) گرم می شود تا به چسبندگی کمک کند. تاب برداشتن را می توان با کاهش دمای نازل کاهش داد، اما این همچنین منجر به چاپ ضعیف تر می شود.
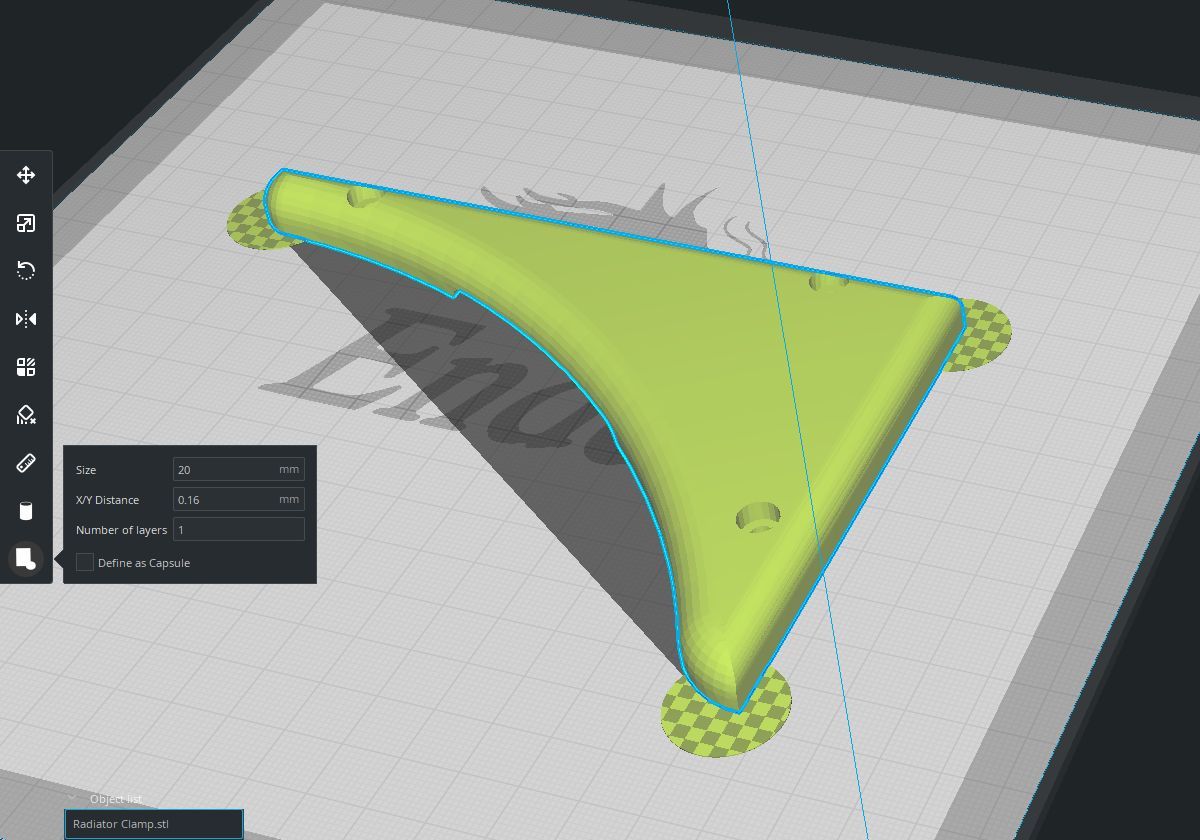
به عنوان یک قاعده کلی، افزودن لبهها به سطوح صاف بزرگ یا زبانهها به گوشههای تیز در چاپهای شما، چسبندگی را بهبود میبخشد، زیرا انجام این کار به طور موثری از تاب برداشتن لایههای پایینتر توسط مواد جمعشونده جلوگیری میکند. راهنمای ما در مورد سطوح مختلف پرینت سه بعدی (و زمان استفاده از آنها) به شما در بهبود چسبندگی لایه اول کمک می کند.
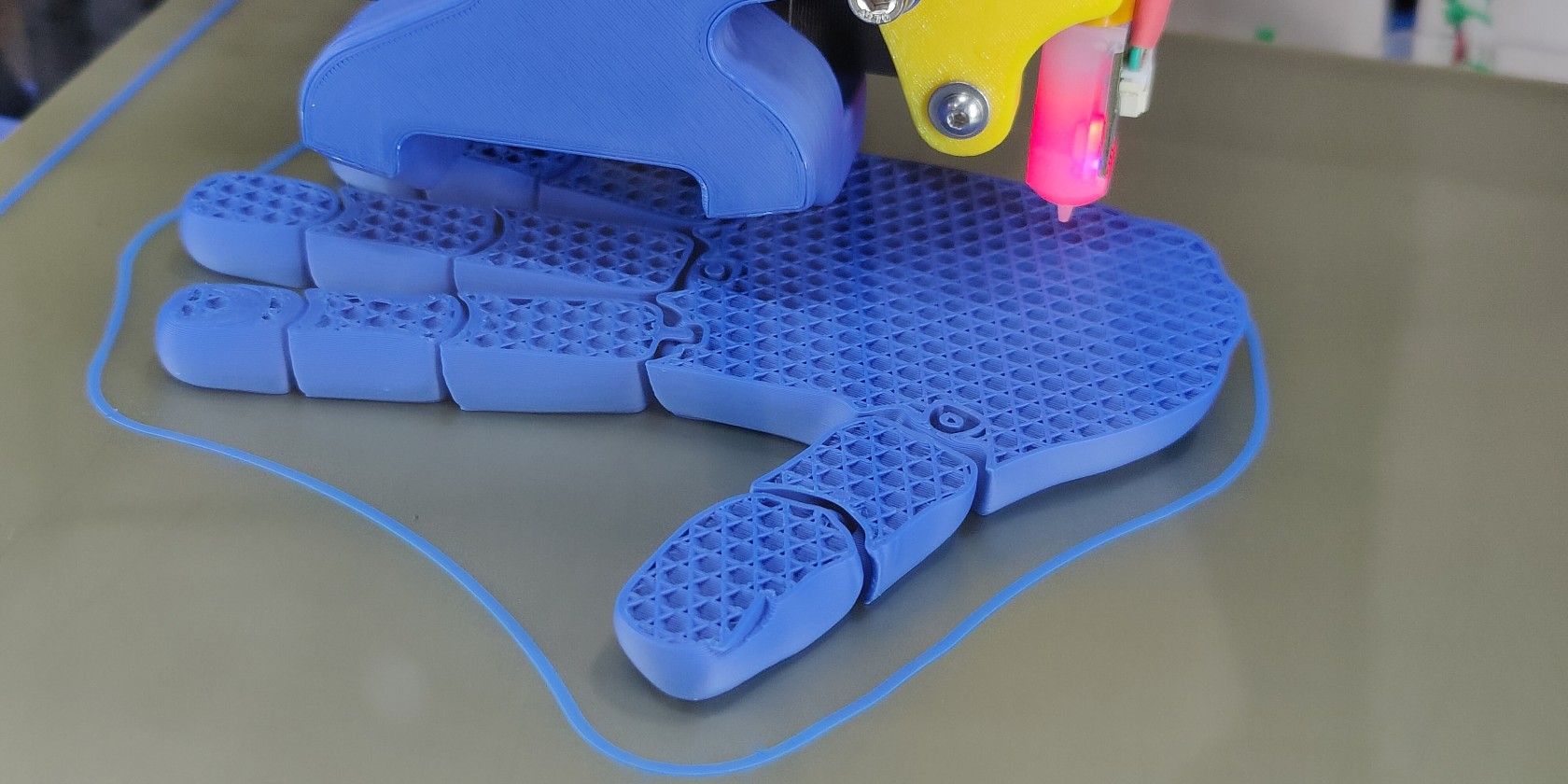
4. جداسازی لایه ها یا چاپ های ضعیف
جداسازی لایه ها یا لایه برداری زمانی اتفاق می افتد که لایه های چاپ به خوبی به یکدیگر نچسبند و در نتیجه شکاف یا ترک در چاپ ایجاد شود. چاپگر سه بعدی در اصل یک تفنگ چسب حرارتی است که توسط یک ربات کنترل می شود. و چسب حرارتی کار می کند زیرا، خوب، گرم است.
به همین ترتیب، چاپ در دمای نازل پایینتر منجر به چاپهای زیباتر میشود که پیچ و تاب زیادی ندارند، اما کمبود گرما به طور جدی چسبندگی بین لایهها را مختل میکند. این منجر به چاپهای ضعیفی میشود که به راحتی در امتداد خطوط لایه میچسبند.
نحوه بهبود چسبندگی لایه و جلوگیری از چاپ ضعیف
قدرت پرینت سه بعدی شما در تمام جهات، به جز در امتداد خطوط لایه، توسط سازنده فیلامنت کنترل می شود. در مورد اینکه چگونه انتخاب رشته بر موفقیت پرینت های سه بعدی شما تأثیر می گذارد، بیشتر بخوانید. با این حال، خطوط لایه، بدون توجه به مواد مورد استفاده، نقاط شکست ناپذیر برای همه پرینت های سه بعدی هستند. بنابراین بسیار مهم است که این بهترین شیوه ها را برای بهبود چسبندگی بین لایه ها دنبال کنید.
چاپ در دمای مناسب: دمای نازل خود را با چاپ های آزمایشی برج دمایی فوق کالیبره کنید. این مدلهای سهبعدی به گونهای طراحی شدهاند که در هر بخش دمایی برای بررسی استحکام چسبندگی لایهها به هم متصل شوند. این بهترین راه برای ایجاد تعادل بین کیفیت چاپ و قدرت بین لایه است.
سرعت بالای فن خنک کننده قطعه: بالا بودن سرعت فن خنک کننده قطعه می تواند باعث شود که لایه ها خیلی سریع خنک شوند و در نتیجه چسبندگی ضعیفی داشته باشد. در حالی که خنکسازی سریعتر قطعات، چاپهای زیباتر و کیفیت بالای آویزان/پشتیبانی بهتر را تضمین میکند، این امر بر چسبندگی بین لایهها در موادی مانند ABS، نایلون و پلی کربنات تأثیر منفی میگذارد.
فیلامنت مرطوب: وجود رطوبت در فیلامنت باعث تولید بخار در نازل داغ میشود که باعث ایجاد حبابهای کوچک و حفرههای درون ماده اکسترود شده میشود. این نه تنها کیفیت سطح چاپ را از بین می برد، بلکه آنها را شکننده می کند. مواد مبتدی مانند PLA و PETG در برابر رطوبت حساس نیستند، اما رشته های رطوبت سنجی مانند نایلون باید قبل از چاپ به خوبی در خشک کن فیلامنتی خشک شوند.
چهار اسب سوار آخرالزمان چاپ سه بعدی
دستیابی به پرینت های سه بعدی موفق به اطمینان از چسبندگی خوب در لایه اول ختم نمی شود. تنظیم تنظیمات چاپگر و اسلایسر برای کاهش این چهار حالت رایج خرابی، شانس شما را برای مواجهه با پرینت سه بعدی ناموفق به میزان قابل توجهی کاهش می دهد.