هنگامی که برای تعمیر PCB نیاز به حذف قطعات دارید، فتیله لحیم کاری ابزار مفیدی است. در اینجا نحوه استفاده از آن آورده شده است.
ساختن مجموعه PCB از ابتدا نیاز به آهن لحیم کاری دارد. با این حال، تعمیر یکی شامل لحیم کردن اجزای معیوب قبل از شروع لحیم کاری است. فتیله لحیم کاری (که به آن قیطان لحیم کاری یا فتیله لحیم کاری نیز می گویند) یکی از دو ابزار اصلی لحیم کاری است و دیگری پمپ لحیم کاری است.
اما کدام یک از اینها باید در کیت لحیم کاری شما باشد؟ همچنین این سوال پیش میآید: آیا فتیلههای لحیمکن و پمپها متقابل هستند یا به هر دو نیاز دارید؟ درک چگونگی و زمان استفاده از فتیله لحیم کاری کلید پاسخگویی به این سوالات است.
فتیله لحیم کاری چیست؟
در حالی که مکنده لحیم کاری یک وسیله مکانیکی است که لحیم مذاب را از PCB می مکد، یک فتیله لحیم کاری یک مورد مصرفی است که لحیم کاری را به خود جذب می کند. به آن قیطان لحیمکن نیز میگویند زیرا در اصل طولی از سیم مسی بافته شده است. روبان مسطح در قرقره هایی با طول های مختلف فروخته می شود و از رشته های مسی بسیار ظریفی که به صورت متقاطع بافته شده اند ساخته شده است.

توانایی فتیله لحیم کاری برای جذب لحیم با تزریق رشته های مسی با کمک شار سخاوتمندانه افزایش می یابد. این دستگاه همراه با یک آهن لحیم کاری استفاده می شود، جایی که گرمای نوک آن به لحیم کاری اجازه می دهد تا با استفاده از عمل مویرگی، سرنخ های قطعات و لنت های PCB را از بین ببرند. هنگامی که بخشی از فتیله لحیم کاری از لحیم اشباع شد، می توان آن را به سرعت جدا کرد تا مس تازه در طول قرقره نمایان شود.
چه زمانی باید از فتیله لحیمکن استفاده کرد؟
در حالی که مکنده لحیم کاری (یا پمپ لحیم کاری) مانند جاروبرقی عمل می کند، فتیله لحیم کاری بیشتر شبیه یک جاروبرقی است. توانایی دومی در جذب لحیم کاری آن را در کاربردهایی که پاشش لحیم کاری غیرقابل قبول است ضروری می کند.
این امر همچنین باعث میشود که فتیله لحیمکن در تمیز کردن لحیم از پدهای SMT (فناوری نصب سطحی) و همچنین در برداشتن پلهای لحیم کاری روی پدهای SMT و BGA (آرایه شبکه توپ) که در PCBهای مدرن پر شده با SMD (مکانهای سطحی) یافت میشوند، بهتر عمل کند. دستگاه) اجزاء. اگرچه قطعات SMD به بهترین وجه با استفاده از یک ایستگاه بازکاری با هوای گرم یا موچین های تخصصی لحیم کاری لحیم کاری لحیم کاری انجام می شود، اما می توان از فتیله لحیم کاری نیز برای این کار استفاده کرد.
از طرف دیگر، پمپ لحیم کاری برای هر نوع کار مجدد SMD عملاً بی فایده است. این به این دلیل است که لنت های رسانا روی PCB بیش از حد صاف هستند که اجازه مکش موثر لحیم کاری را نمی دهند. کمی شبیه نوشیدن سوپ از بشقاب شام از طریق نی است.
با این حال، مکندههای لحیم کاری در لحیمکردن اتصالات PTH (سوراخ آبکاری شده) بهتر عمل میکنند. یک فتیله لحیمکن نیز میتواند کار را انجام دهد، اما عملکرد مویرگی آن در جذب مقدار زیادی لحیم از حفره استوانهای عمیق یک اتصال PTH کارآمد نیست. جرم حرارتی اضافه شده نوار مسی و اتصال بزرگ PTH زمان ماندگاری را افزایش می دهد که هم برای اجزا و هم برای آثار مس روی PCB مضر است.
بنابراین، مکنده لحیم کاری برای لحیم کردن اتصالات PTH سریعتر و ایمن تر است – همانطور که در راهنمای ما در مورد نحوه استفاده از مکنده لحیم کاری شرح داده شده است. با این حال، نمی تواند لنت های PTH را پس از یک کار لحیم کاری تمیز کند. فتیله لحیمزدایی هنوز برای تمیز کردن لحیمهای باقیمانده از روی تختههای PTH ضروری است، درست مانند اینکه باید یک کف را حتی پس از جاروبرقی تمیز کنید.
انتخاب فتیله و نوک لحیمکن صحیح
فتیلههای لحیمکن معمولاً در قرقرههای 1.5 متری (5 فوت) و 3 متری (10 فوت) فروخته میشوند که به آنها بابین نیز گفته میشود. قرقره های بزرگتر می توانند از هر نقطه ای بین 25 فوت تا 500 فوت متغیر باشند، اما چنین مقادیر زیادی برای علاقه مندان مناسب نیست. طول یک موضوع راحت است، اما انتخاب عرض مناسب توجه مهم تری است.
عرض بافتن
فتیله های لحیم کاری در طیف وسیعی از عرض ها از 0.8 میلی متر شروع می شود و از 5 میلی متر فراتر می رود. به عنوان یک قاعده کلی، عرض قیطان باید یا برابر با اندازه پد باشد یا فقط کمی بزرگتر باشد. قیطانهای کوچکتر نمیتوانند لحیم کاری را از کل پد جدا کنند، در حالی که قیطانهای بزرگتر روی لنتهای همسایهای که نمیخواهید لحیم کاری کنید، تأثیر میگذارند.
پهنای قیطان کوچکتر نیز کاربر را مجبور می کند که آنها را در حین لحیم کاری به اطراف حرکت دهد. این خطر خراشیدگی و لایه برداری لنت های PCB را افزایش می دهد. یک فتیله لحیمکن که بیش از حد پهنتر است، جرم حرارتی را افزایش میدهد و زمان ماندن روی قطعات را طولانیتر میکند. باز هم، این خطر آسیب به قطعات و پدهای PCB را افزایش می دهد.
اندازه نوک لحیم کاری
همین منطق در مورد نوک آهن لحیم کاری نیز صدق می کند. به طور ایده آل باید با عرض قیطان مطابقت داشته باشد. خیلی کوچک است و گرمایش کندتر است، که زمان ماندگاری و خطر آسیب به قطعات را افزایش می دهد. از سوی دیگر، نوک های بزرگ می توانند اجزای همسایه را از بین ببرند.
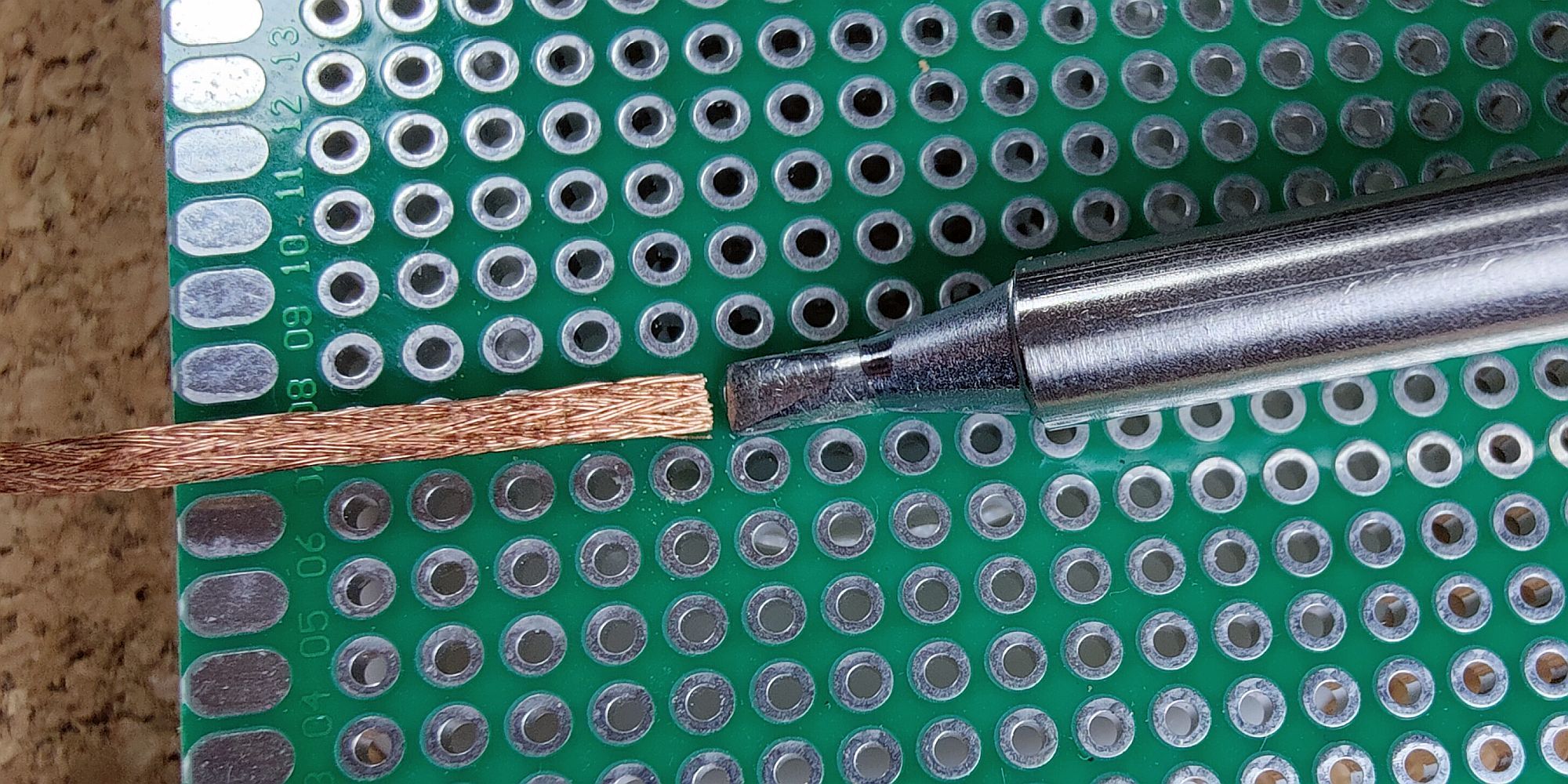
نوک اسکنه، چاقو و سم بهترین گزینه برای این کار است. از استفاده از نوک های مخروطی خودداری کنید: لکه تماس کوچک آنها منجر به اتصال حرارتی ضعیف می شود.
ترکیب شار
در نهایت، ترکیب شار مورد استفاده در فتیله لحیم کاری نیز مهم است. اگر گردش کار شما متکی به استفاده از لحیم بدون تمیز است، زیرا می خواهید از تمیز کردن صرف نظر کنید، باید از یک فتیله لحیم کاری استفاده کنید که با شار بدون تمیزی تزریق شده است. اگر قصد دارید پس از بازسازی مونتاژ PCB خود را تمیز کنید، فتیله های لحیم کاری آغشته به شار رزین سریعترین عمل فیتیله را دارند.
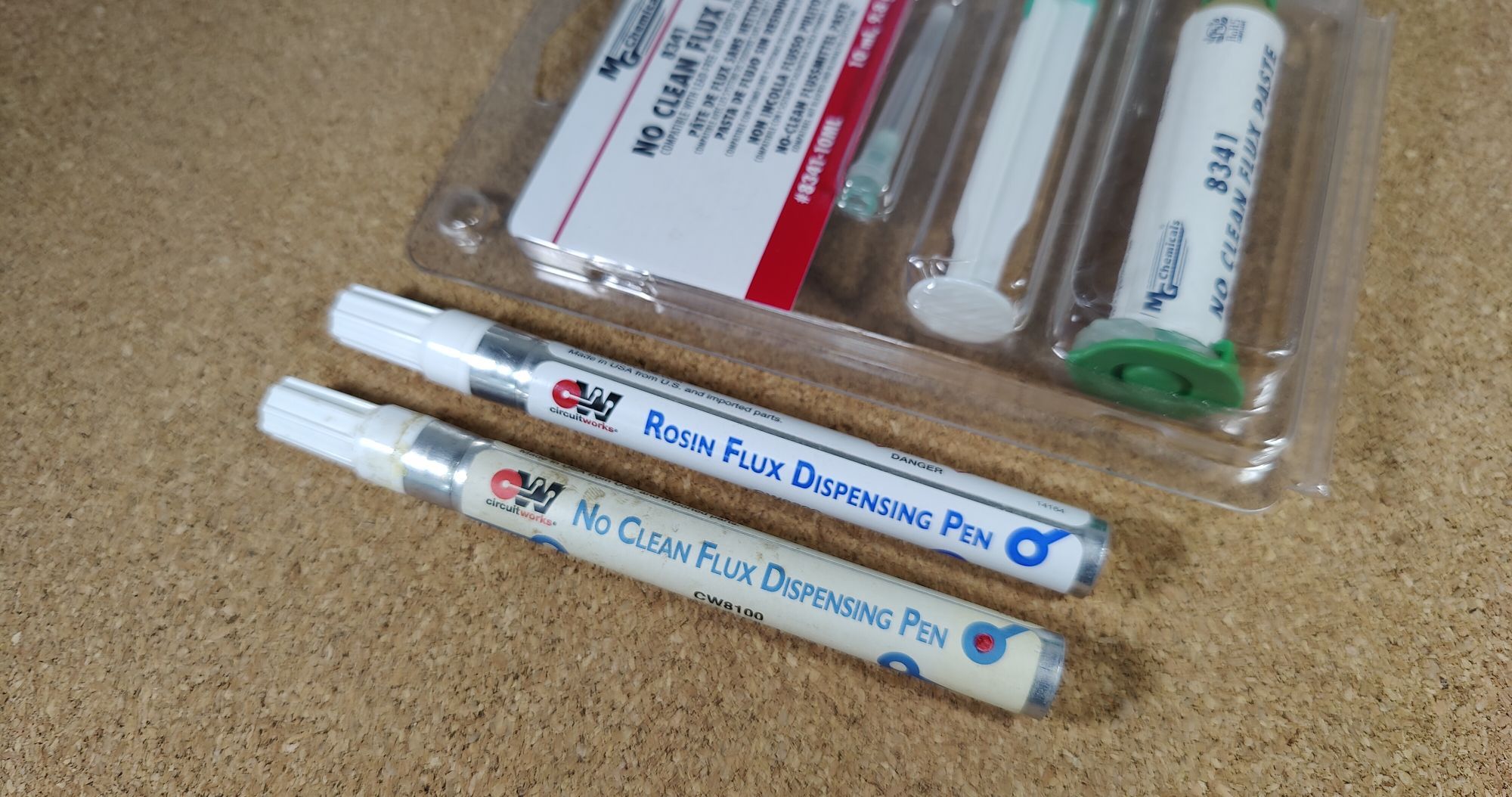
فتیله های لحیم کاری نیز بدون شار اضافی برای فرآیندهای بسیار تخصصی دوباره کاری در دسترس هستند. این به شما امکان می دهد از شار خود استفاده کنید، که معمولاً برای جلوگیری از خطر آلودگی انجام می شود.
نحوه استفاده از فتیله لحیم کاری
استراتژی کلی لحیم کاری عملا برای همه کارها یکسان است. در اینجا نحوه استفاده صحیح از فتیله لحیم کاری آورده شده است.
مرحله 1: دمای مناسب را دریافت کنید
هویه لحیم کاری را تا دمای دلخواه گرم کنید. این به عوامل زیر بستگی دارد.

دستگاه های الکترونیکی مدرن از لحیم کاری بدون سرب استفاده می کنند. چنین اتصالاتی به دمای نوک در محدوده 570 درجه فارنهایت (300 درجه سانتیگراد) تا 660 درجه فارنهایت (350 درجه سانتیگراد) نیاز دارند. PCBهای DIY که از لحیم کاری سرب استفاده می کنند به دمای نوک پایین تری از 520 درجه فارنهایت (270 درجه سانتیگراد) تا 570 درجه فارنهایت (300 درجه سانتیگراد) نیاز دارند. در راهنمای مفید ما درباره دمای صحیح لحیم کاری بیشتر بیاموزید.
مرحله 2: آهن لحیم کاری خود را قلع بزنید
اطمینان حاصل کنید که نوک آهن لحیم کاری قلع دار است. از راهنمای قلعبندی نوک لحیم کاری ما استفاده کنید تا مطمئن شوید که نوک هویه لحیم کاری شما به درستی قلعبندی شده است.

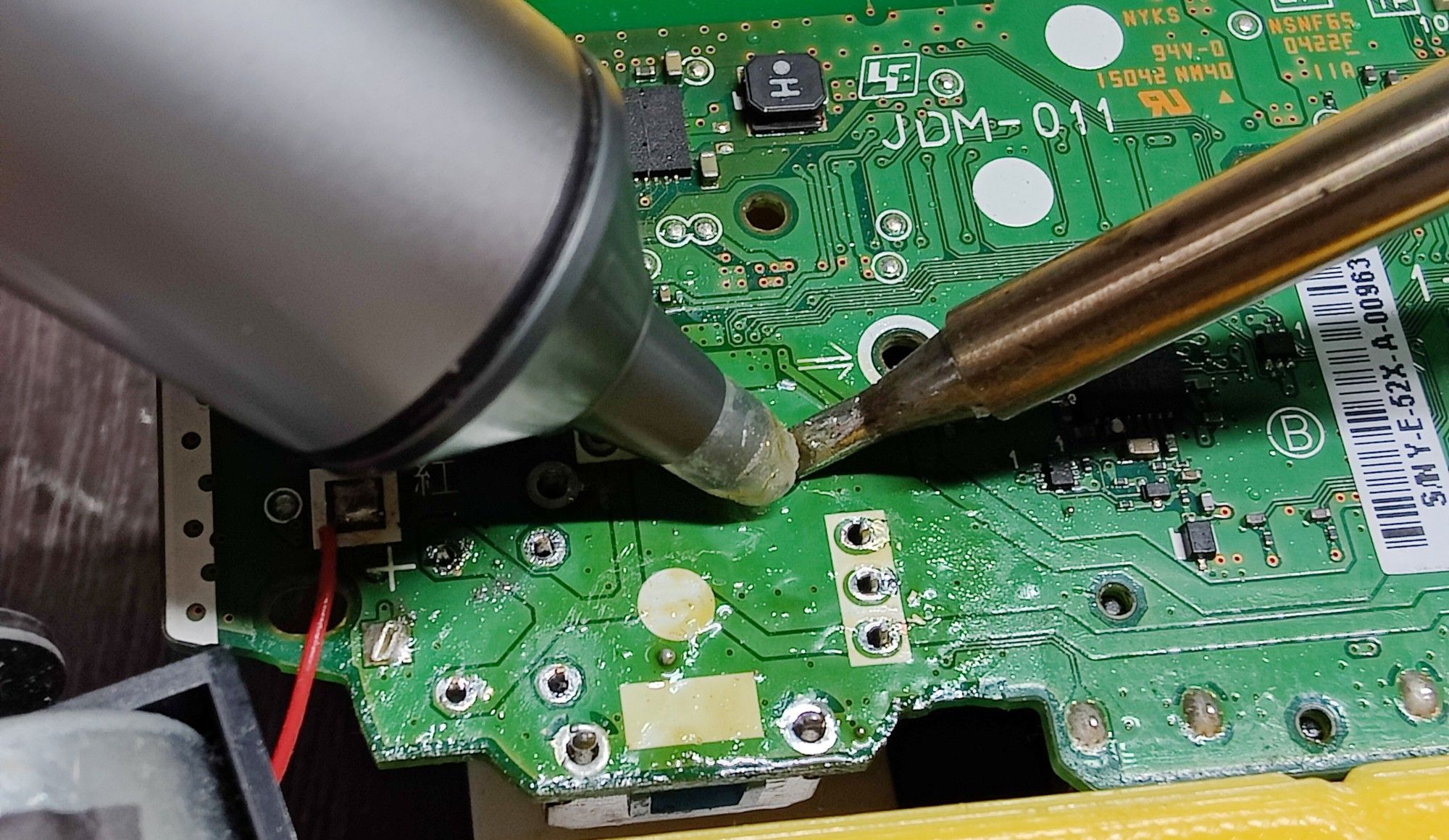
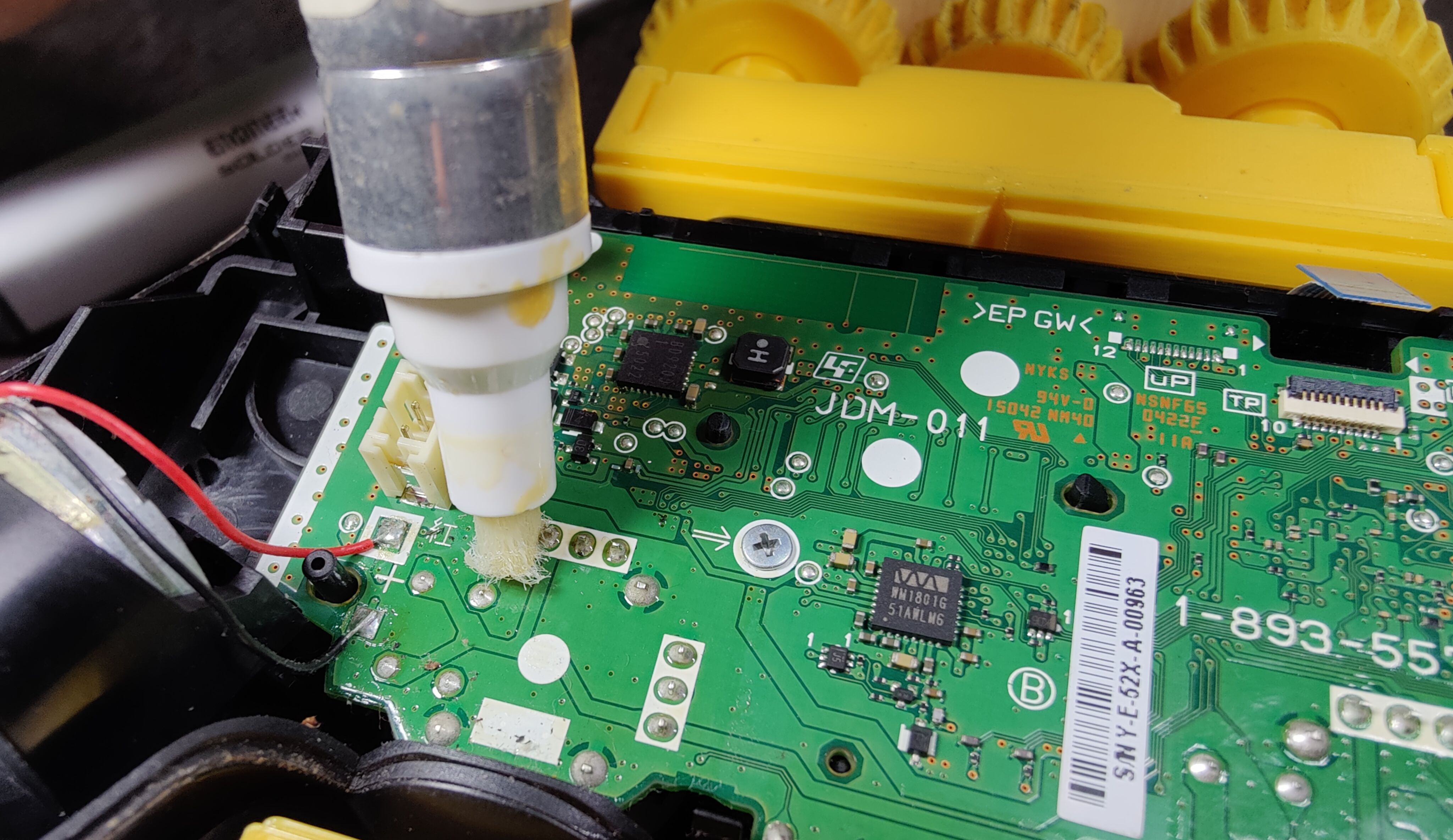
مرحله 3: Flux را اعمال کنید
اگر قصد دارید از یک فتیله لحیمکن بدون شار استفاده کنید، باید شار را روی تمام اتصالات (یا لنتهایی) که قرار است لحیمکن شوند، اعمال کنید. به طور کلی، تامین شار اضافی، لحیمکردن اتصالات سرسخت را بدون در نظر گرفتن نوع فتیله لحیمکن مورد استفاده، آسانتر میکند.
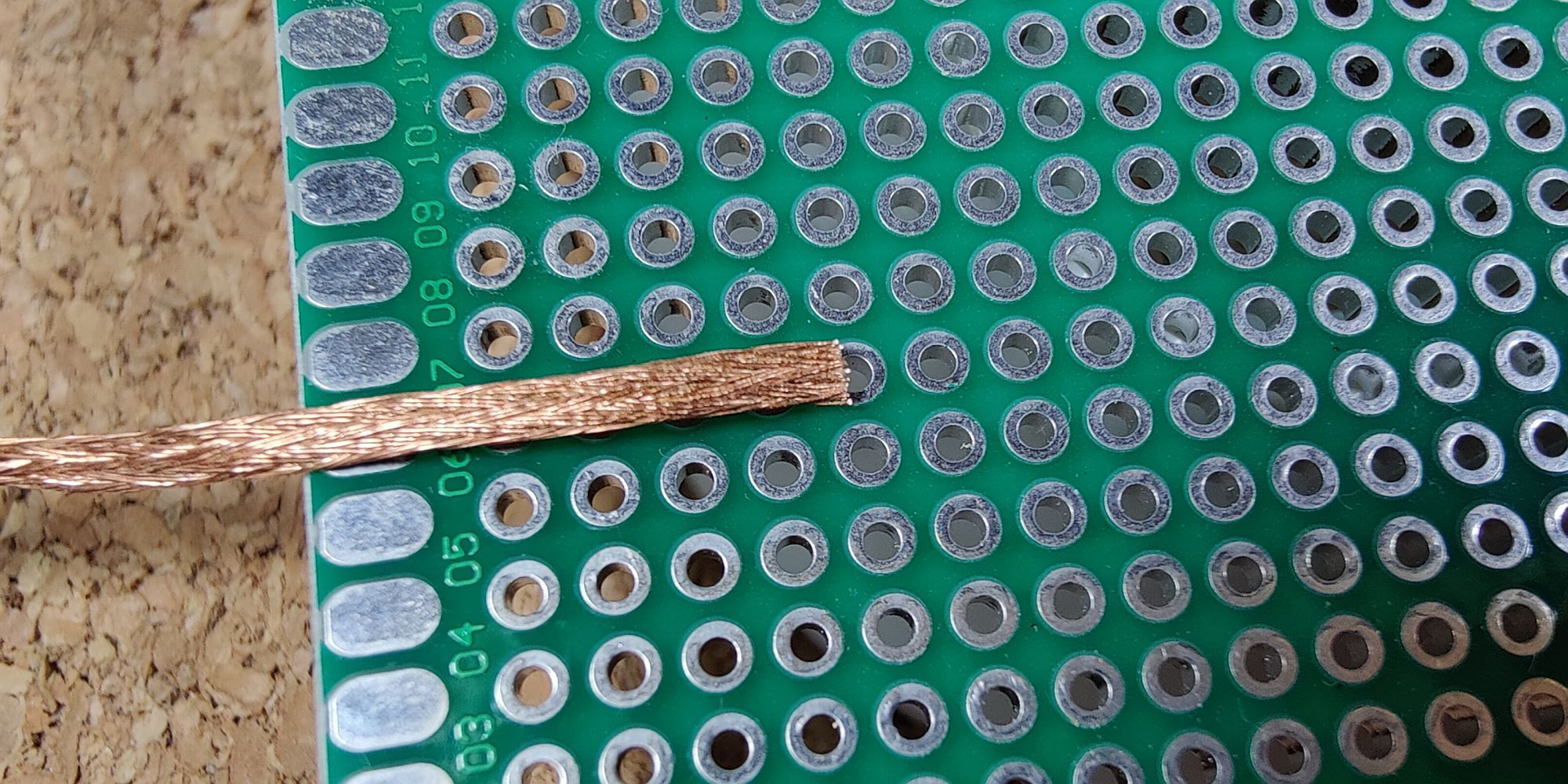
مرحله 4: فیتیله را قرار دهید
فتیله لحیم کاری را روی مفصل (یا پد) قرار دهید.
فتیله را با دستان خالی نگیرید. بسیار داغ می شود، بنابراین یا آن را با قرقره بگیرید یا از یک موچین استفاده کنید.
مرحله 5: لحیم کاری را اضافه کنید
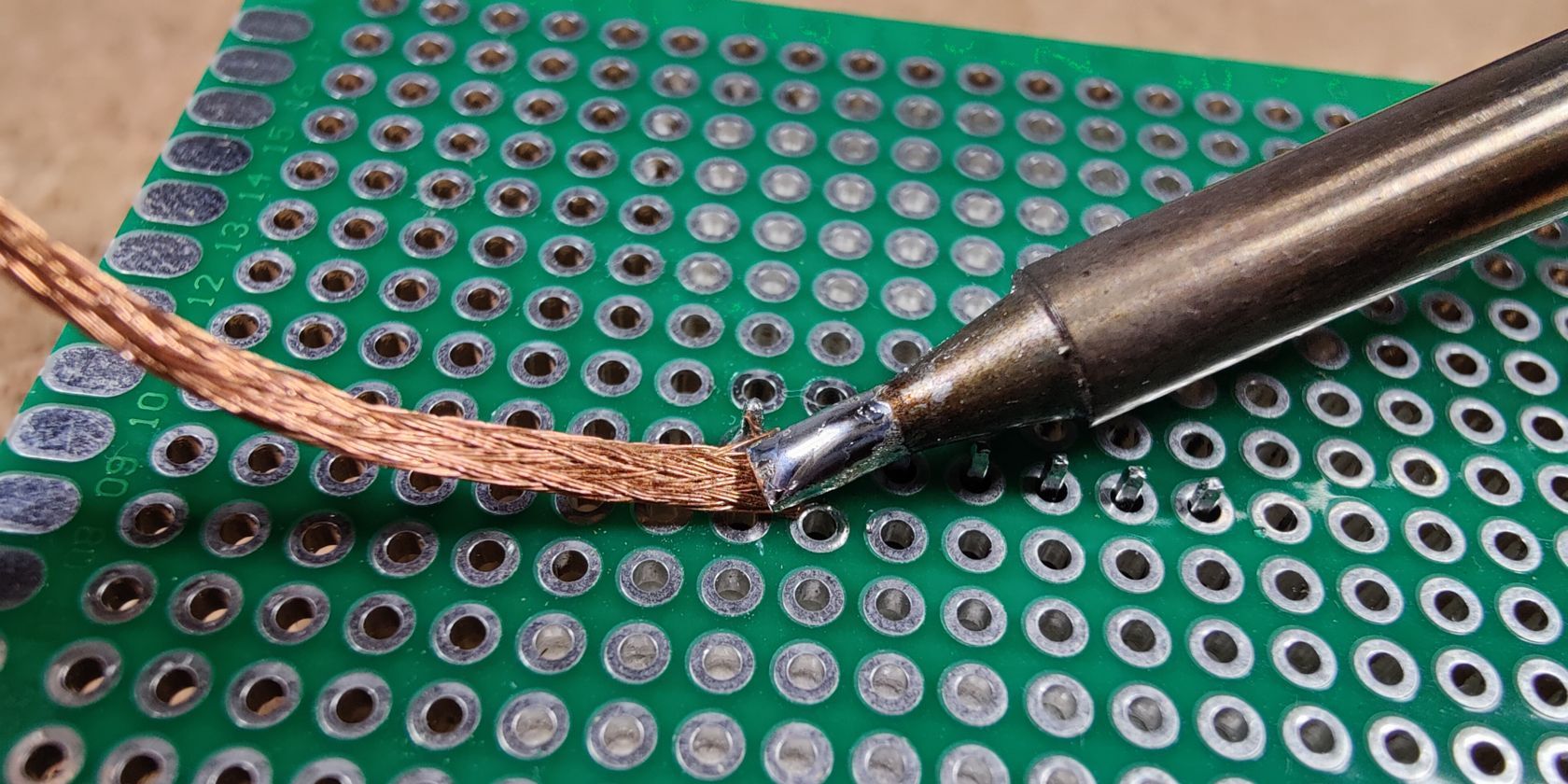
نوک لحیم کاری را به آرامی روی فتیله قرار دهید. برای به حداکثر رساندن وصله تماس، نوک را زاویه دهید. این اتصال حرارتی را بهبود می بخشد و کار را سریعتر انجام می دهد و در عین حال آسیب اجزا را به حداقل می رساند.
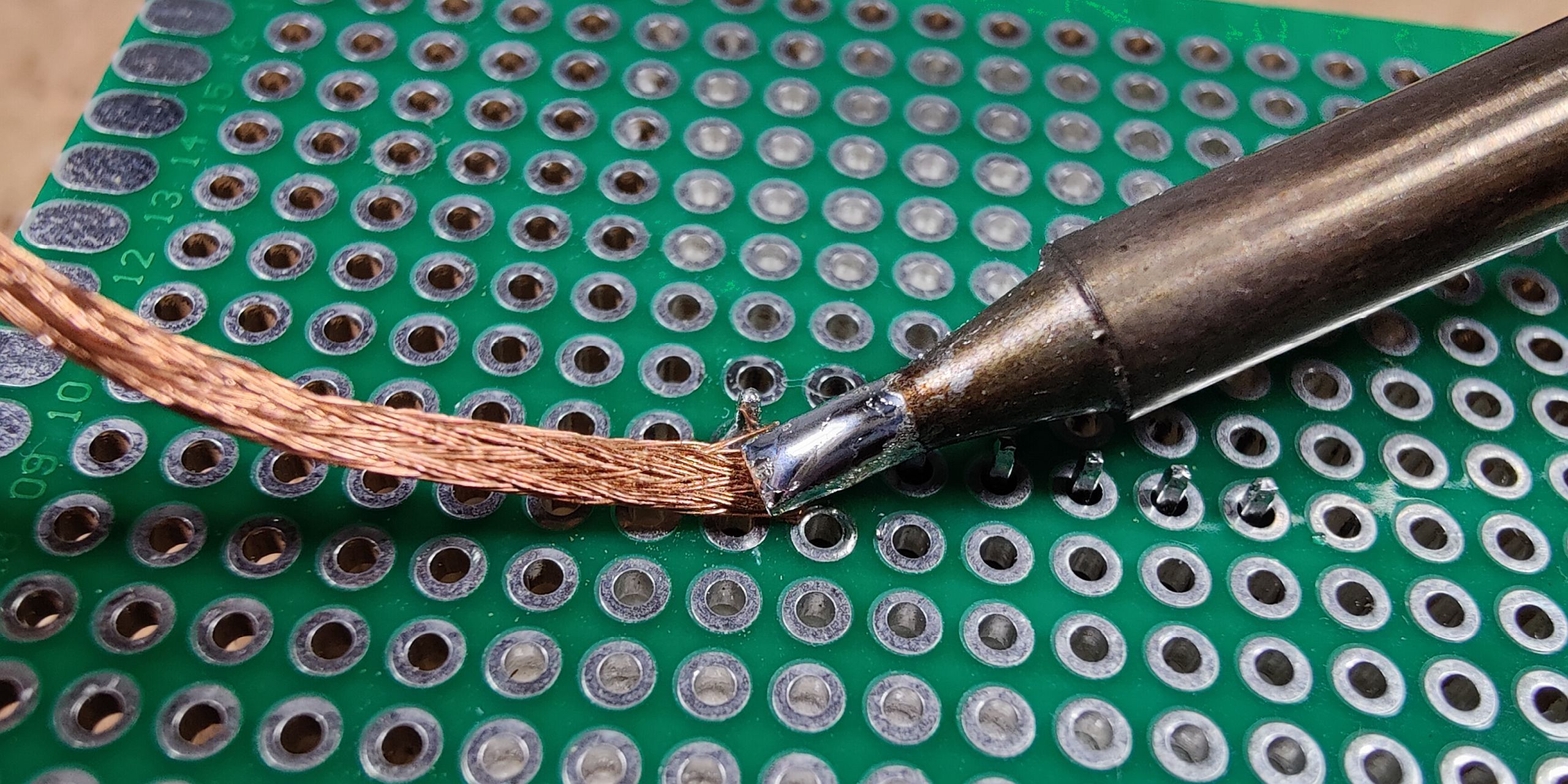
مرحله 6: اعمال فشار
با لحیم کاری خود حداقل فشار را روی فیتیله لحیم کاری وارد کنید. چند ثانیه نگه دارید تا لحیم ذوب شود و متعاقباً به قیطان لحیمکن نفوذ کند.
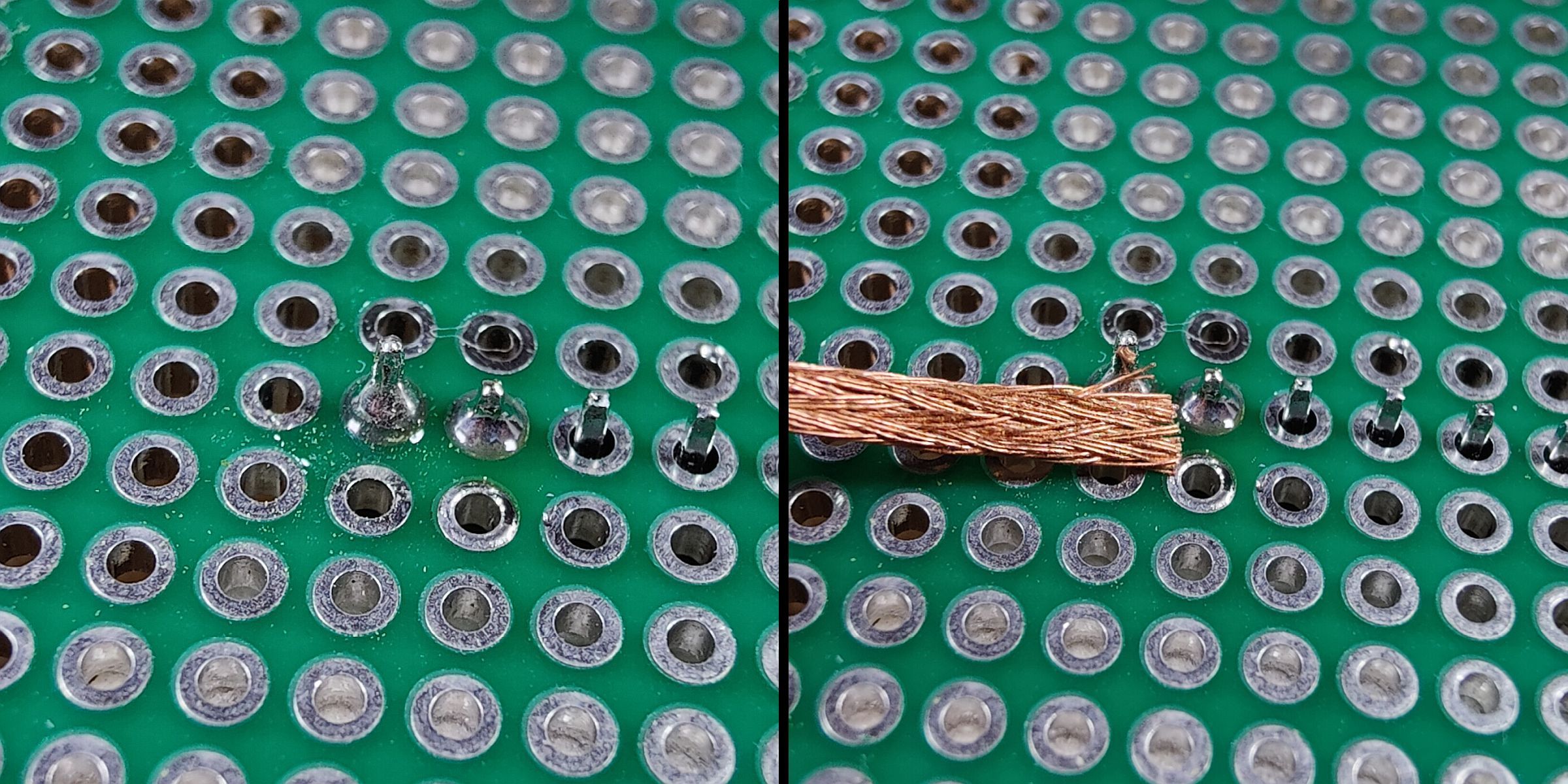
مرحله 7: صبر کنید و خاموش کنید
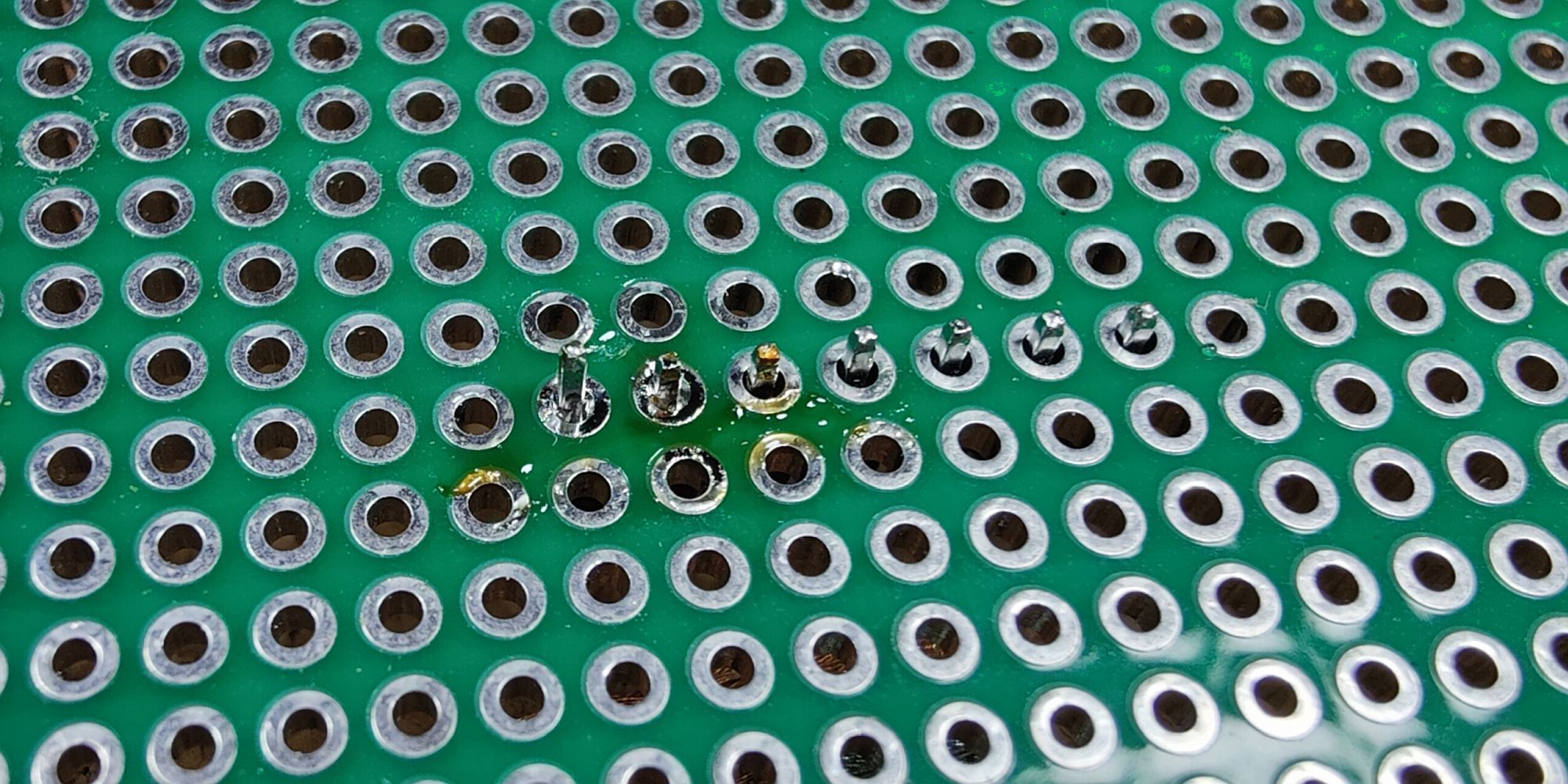
بعد از چند ثانیه رنگ قسمت فتیله لحیم کاری از مسی به نقره ای تغییر می کند. این نشان می دهد که از لحیم کاری اشباع شده است.
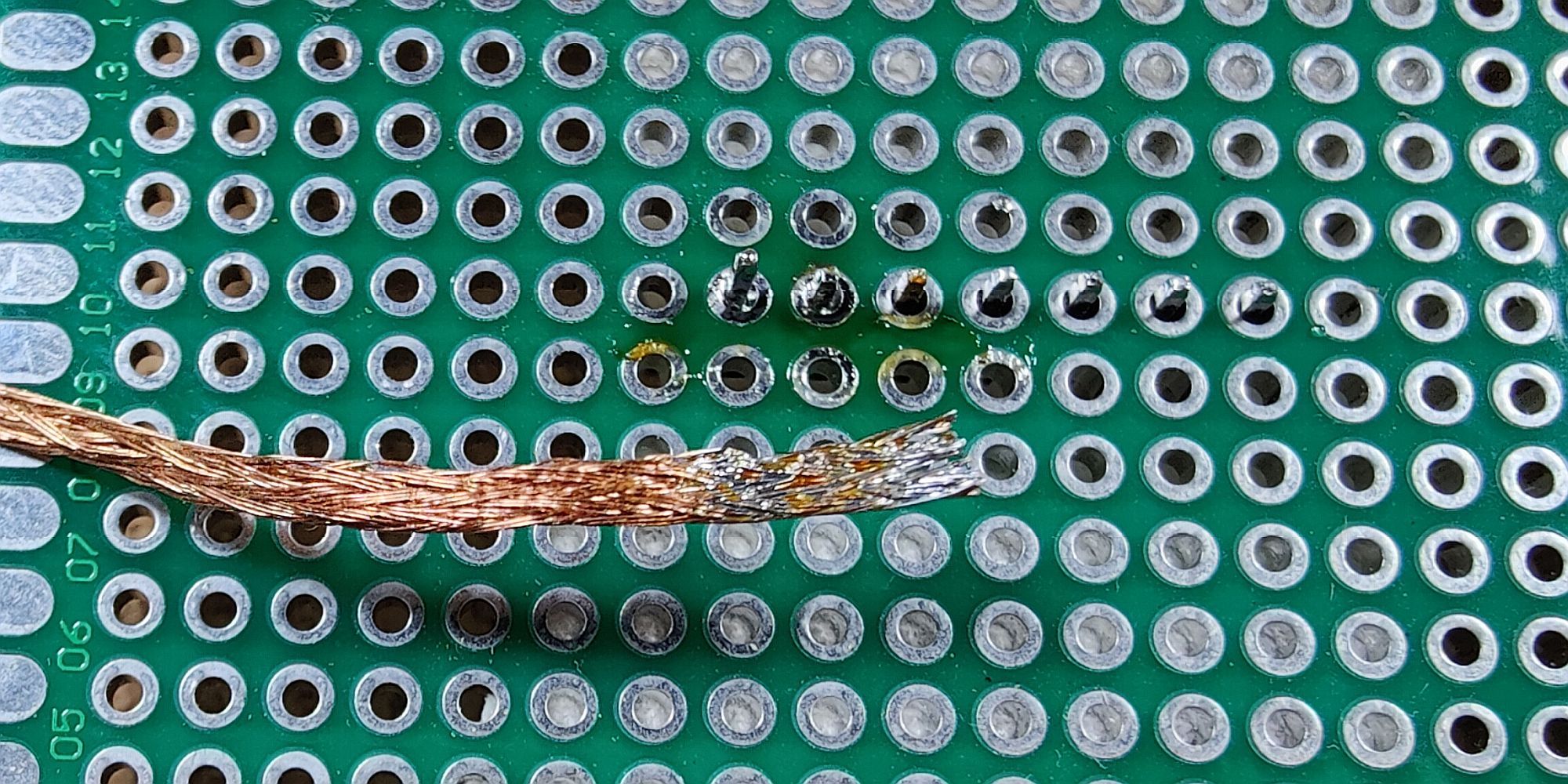
فتیله لحیم کاری و نوک آهن لحیم کاری را همزمان از روی PCB بردارید. با برداشتن فقط آهن لحیم کاری، قیطان به PCB لحیم می شود. اگر این اتفاق افتاد، فلاکس را مجدداً روی قیطان اعمال کنید و قسمت گیر کرده را با آهن لحیم کاری دوباره گرم کنید. اکنون می توان فیتیله و نوک را به طور همزمان از روی PCB برداشت.
مرحله 8: Joint را بررسی کنید
مفصل را بررسی کنید. اگر لحیم شده است، به محل اتصال بعدی بروید. در هر صورت، مهم است که قسمت مورد استفاده فتیله لحیمکن را با یک جفت کاتر فلاش جدا کنید، قبل از تکرار این فرآیند.
استفاده از فتیله لحیم کاری آسان است
تبریک می گویم! شما مهارت لحیم کردن قطعات و تمیز کردن لنت های PCB را با استفاده از فتیله لحیم کاری به دست آورده اید. فرآیند نسبتاً ساده روی همه چیز کار میکند، از لحیمزدایی اجزای PCB و پایانههای سیم گرفته تا تمیز کردن لنتها و برداشتن پلهای لحیم کاری.