یاد بگیرید که چگونه یک کشش سرد انجام دهید تا گرفتگی نازل را پاک کنید و از گرفتگی بعدی جلوگیری کنید.
پیچیدگی پرینت سه بعدی تنها با تعداد زیادی از مواردی که ممکن است در طول چاپ سه بعدی اشتباه پیش برود، پیشی گرفته است. در میان تمام این چالشهای پرینت سه بعدی، گرفتگیهای نازل از نظر قدرت مخرب و مخرب بالاترین رتبه را دارند.
اگر به شما بگوییم یک راه نسبتا ساده برای جلوگیری از گرفتگی نازل در وهله اول وجود دارد چه؟ علاوه بر این، همین راه حل می تواند گرفتگی نازل را نیز برطرف کند.
در ادامه بخوانید تا با هنر انجام کشش های سرد آشنا شوید و این که چگونه این هک تعمیر و نگهداری چاپگر سه بعدی می تواند زندگی شما را آسان تر کند.
کشش سرد چیست؟
برخلاف نامش، تکنیک کشش سرد شامل قرار دادن یک نازل چاپگر سه بعدی در معرض چرخههای سیستماتیک گرمایش و سرمایش است تا زبالههای ناخواسته و مواد سوخته را از مسیر نازل و رشتهها با استفاده از چیزی جز رشتهای از رشته چاپ سه بعدی تمیز کند. نازل توسط بخش کوچکی از رشته نیمه مذاب تمیز می شود که به ذرات مسدود کننده نازل می چسبد.
سپس رشته به صورت فیزیکی از انتهای اکسترودر از نازل خارج می شود. این بخش کششی یک کشش سرد است. روش تمیز کردن نازل قسمت قبلی نام خود را می گیرد زیرا فیلامنت قبل از بیرون کشیدن از اکسترودر باید نزدیک به دمای انتقال شیشه ای خود (نقطه نرم شدن) باشد. این به طور قابل توجهی در مقایسه با دمای معمول اکستروژن کمتر است.
متأسفانه، “کشش دمای انتقال شیشه” کاملاً از زبان خارج نمی شود، که باعث می شود کشش سرد نام بسیار بهتری برای این روش تمیز کردن نازل باشد.
چرا کشش سرد انجام دهیم؟
در دنیای ایده آل، از شما انتظار می رود که از مجموعه های مختلف نازل برای مواد چاپ شده در دماهای بسیار متفاوت استفاده کنید. به این دلیل که چاپ نایلون در دمای 290 درجه سانتیگراد پس از اکسترود شدن دسته ای از قطعات PLA در دمای 190 درجه سانتیگراد، دستور العملی برای فاجعه است. اختلاف دمای زیاد بین دو رشته باعث می شود که باقیمانده PLA موجود در نازل به صورت ذرات سوخته جامد شود. و اینگونه است که گرفتگی نازل ها را می گیرید.
انجام کشش های سرد بین چنین جابجایی مواد چاپی، مصالحه ای عالی برای جلوگیری از غیرعملی بودن تعویض نازل ها است. علاوه بر پاک کردن گرفتگی نازلهای نازل، کششهای سرد معمولی نیز تا حد زیادی از بروز آنها جلوگیری میکند. این امر به ویژه هنگام چاپ مواد عجیب و غریب مانند رشته های چوب اهمیت دارد. بقایای چوب باقی مانده در نازل توسط چنین رشته هایی نیز می تواند به دلیل ماهیت قابل اشتعال مواد باعث گرفتگی کامل نازل شود.
اما اگر گرفتگی کامل را تجربه کردید، راهنمای ما در مورد نحوه باز کردن گرفتگی نازلهای چاپگر سه بعدی شما را نجات خواهد داد.
تکنیک کشش سرد نیز در پاک کردن گرفتگی نازل نازل که اغلب چاپ را خراب می کند کاملاً مؤثر است. برخلاف نازلهای وانیلی ساده، تنوع جزئی میتواند باعث شکننده شدن پرینتهای سهبعدی شما، ایجاد نقصهای سطحی و شکسته شدن کامل در حین چاپ شود.
استفاده معمول از فرو بردن سوزن از طریق یک نازل گرم شده در این مورد بیهوده است. کشش سرد تنها راه خروج شما از این آشفتگی است.
نحوه انجام کشش سرد
انجام یک کشش سرد سریع و آسان است، زمانی که از آن استفاده کنید. تا آن زمان، برای جلوگیری از آسیب رساندن به مجموعه اکسترودر، باید احتیاط کنید و این مراحل را دقیقاً دنبال کنید. توصیه می کنیم یک جفت انبردست، فلاش کاتر و مقداری رشته نایلونی در دسترس داشته باشید.
مرحله 1: آماده سازی فیلامنت تمیز کردن
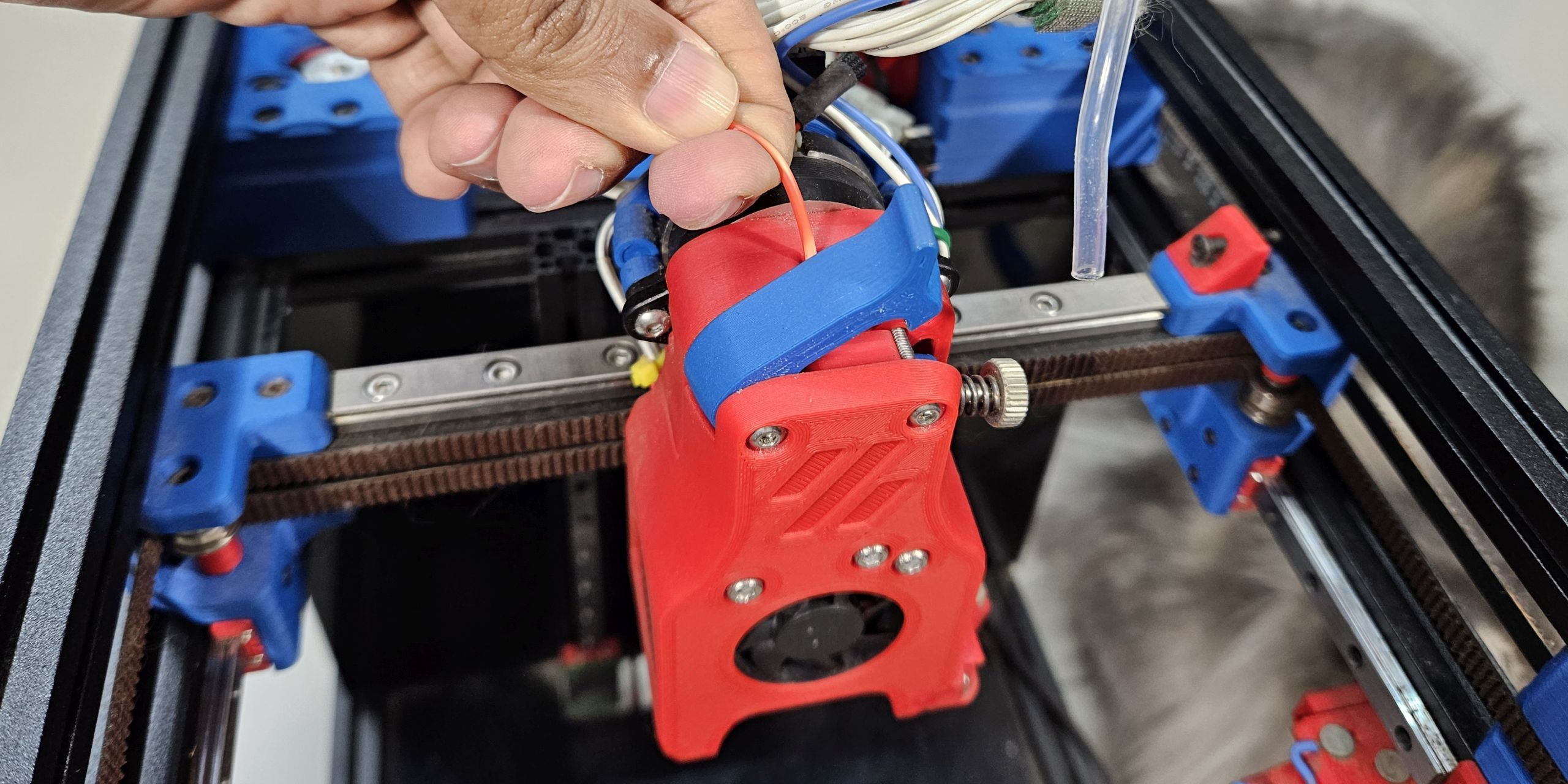
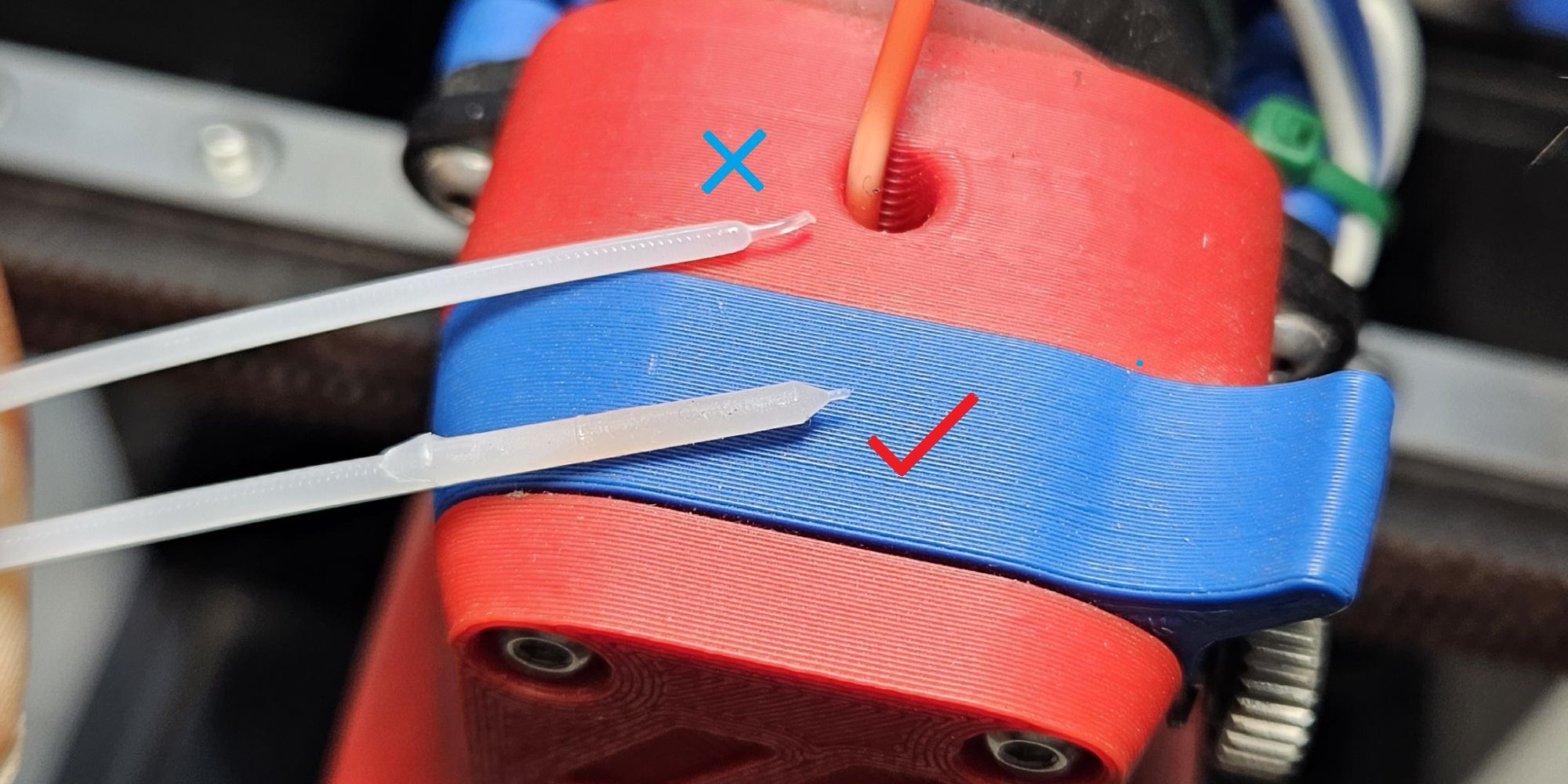
یک بخش کوچک (حدود 30 سانتی متر) از رشته (ترجیحا نایلون) آماده کنید. با یک جفت کاتر فلاش، از انتهای فیلامنت کمی (به صورت مورب، همانطور که در عکس زیر نشان داده شده است) جدا کنید. نوک تیز به دست آمده عبور دادن فیلامنت به داخل نازل را از کنار چرخ دنده های اکسترودر و شکستن حرارتی آسان می کند.

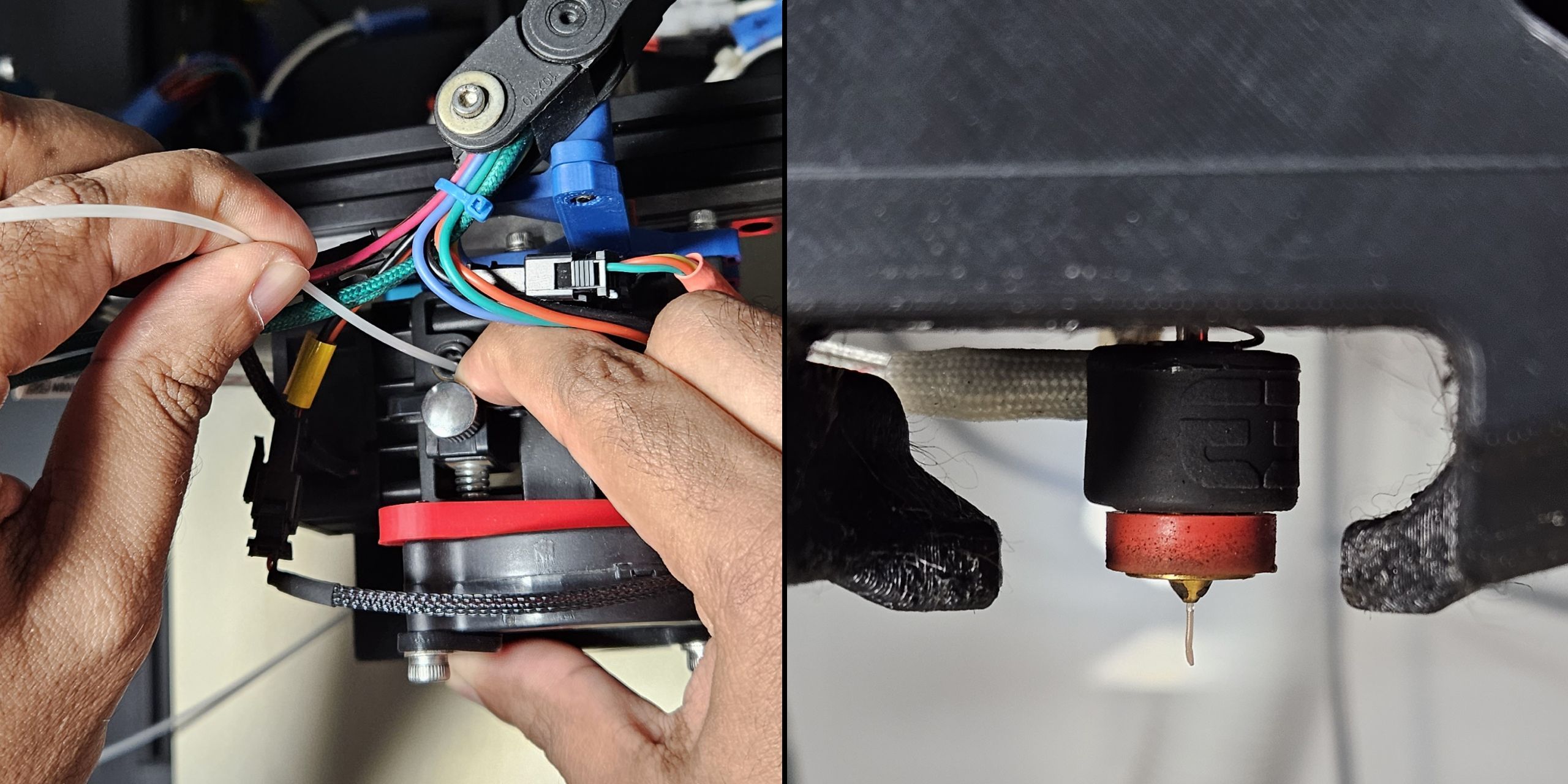
مرحله 2: لوله Bowden را بردارید
با برداشتن لوله Bowden متصل به انتهای نازل، مسیر فیلامنت در سر چاپ را در دسترس قرار دهید.
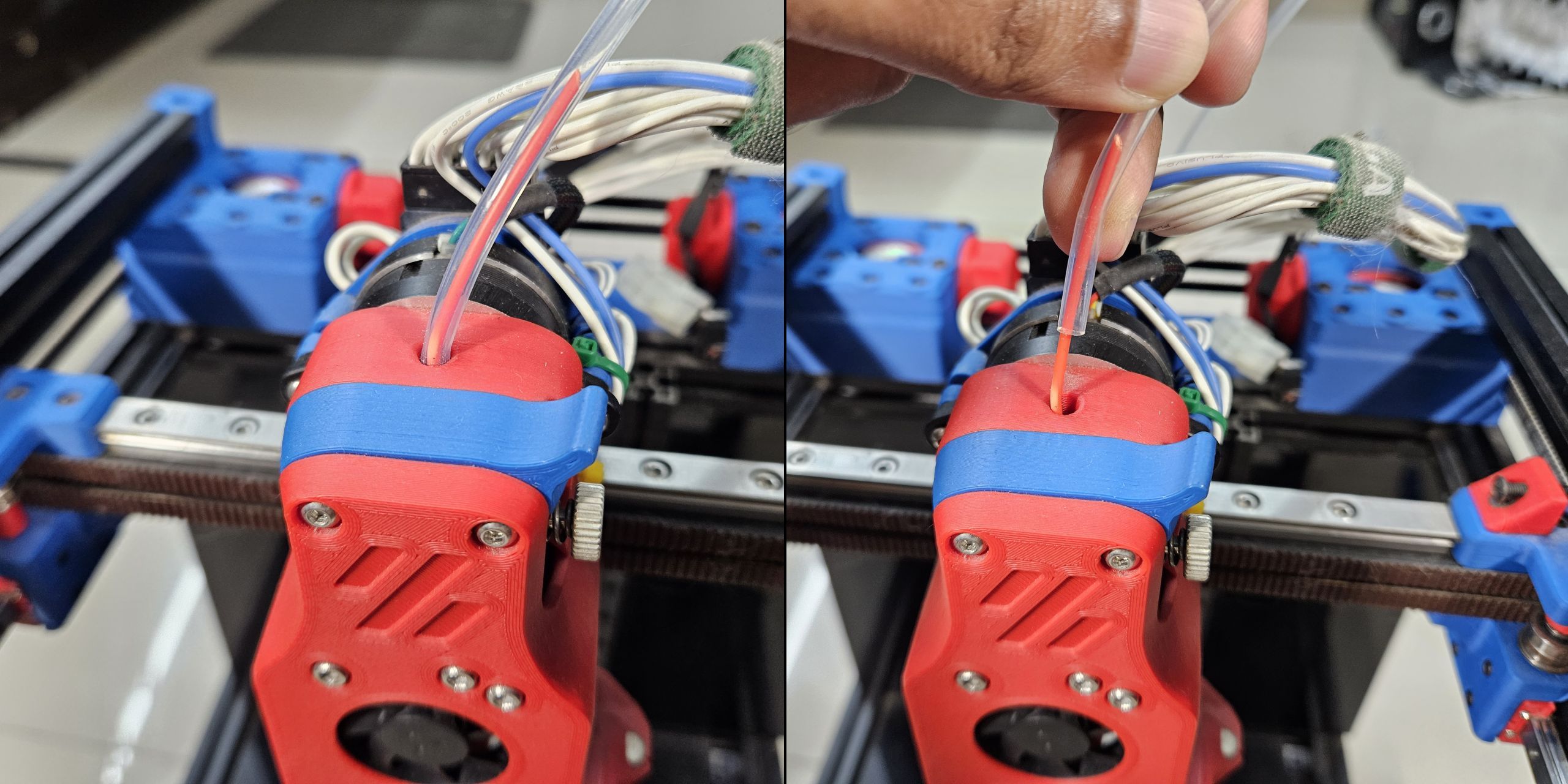
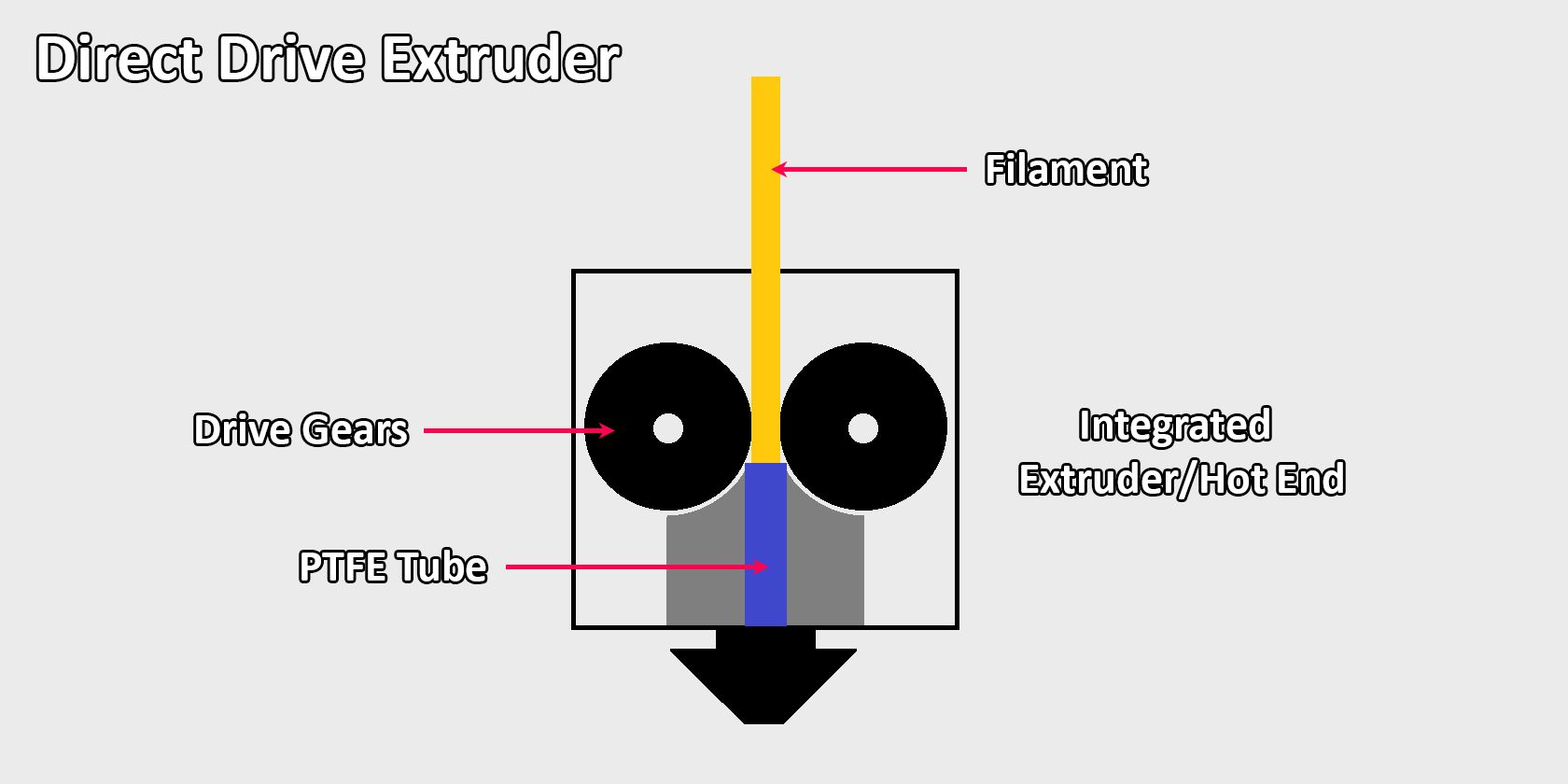
این برای همه پرینترهای دارای اکسترودر Bowden صدق می کند، به جز آنهایی که مجهز به اکسترودر درایو مستقیم هستند که از لوله های Bowden استفاده نمی کنند. با این حال، برخی از چاپگرهای سه بعدی که دارای اکسترودرهای درایو مستقیم هستند (همه انواع Voron و چاپگرهای Bambu Labs) از لوله های Bowden معکوس استفاده می کنند. برای دسترسی به فیلامنت باید در این موارد لوله های Bowden را بردارید.
مرحله 3: فضایی بین نازل و تخت ایجاد کنید
نازل را از بستر به اندازه کافی بلند کنید تا فیلامنت پاک شده بدون انسداد بیرون بیاید.
مرحله 4: رشته قدیمی را حذف کنید
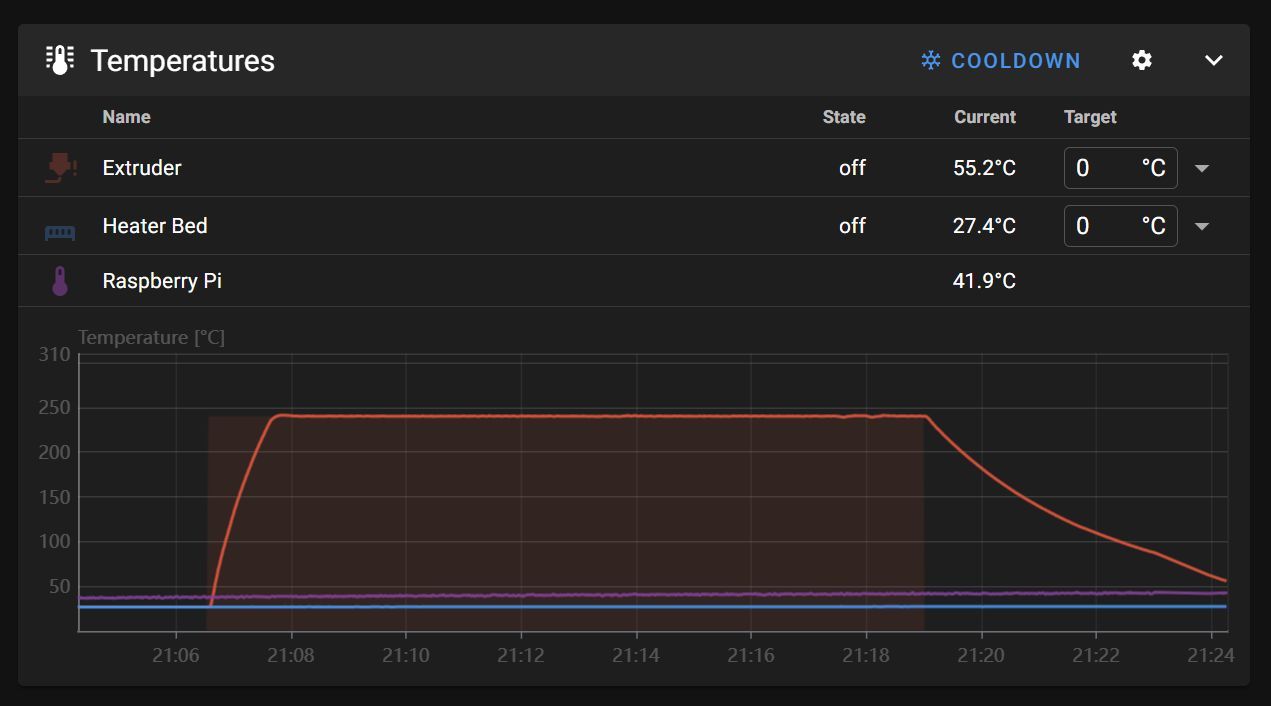
اکنون باید فیلامنت موجود را از انتهای داغ جدا کنیم. نازل خود را تا دمای اکستروژن مناسب فیلامنت بارگذاری شده گرم کنید. هنگامی که نازل به دمای کار رسید، می توانید به صورت دستی رشته را از انتهای داغ بیرون بکشید. با این حال، این روش فقط برای اکسترودرهای Bowden کاربرد دارد.
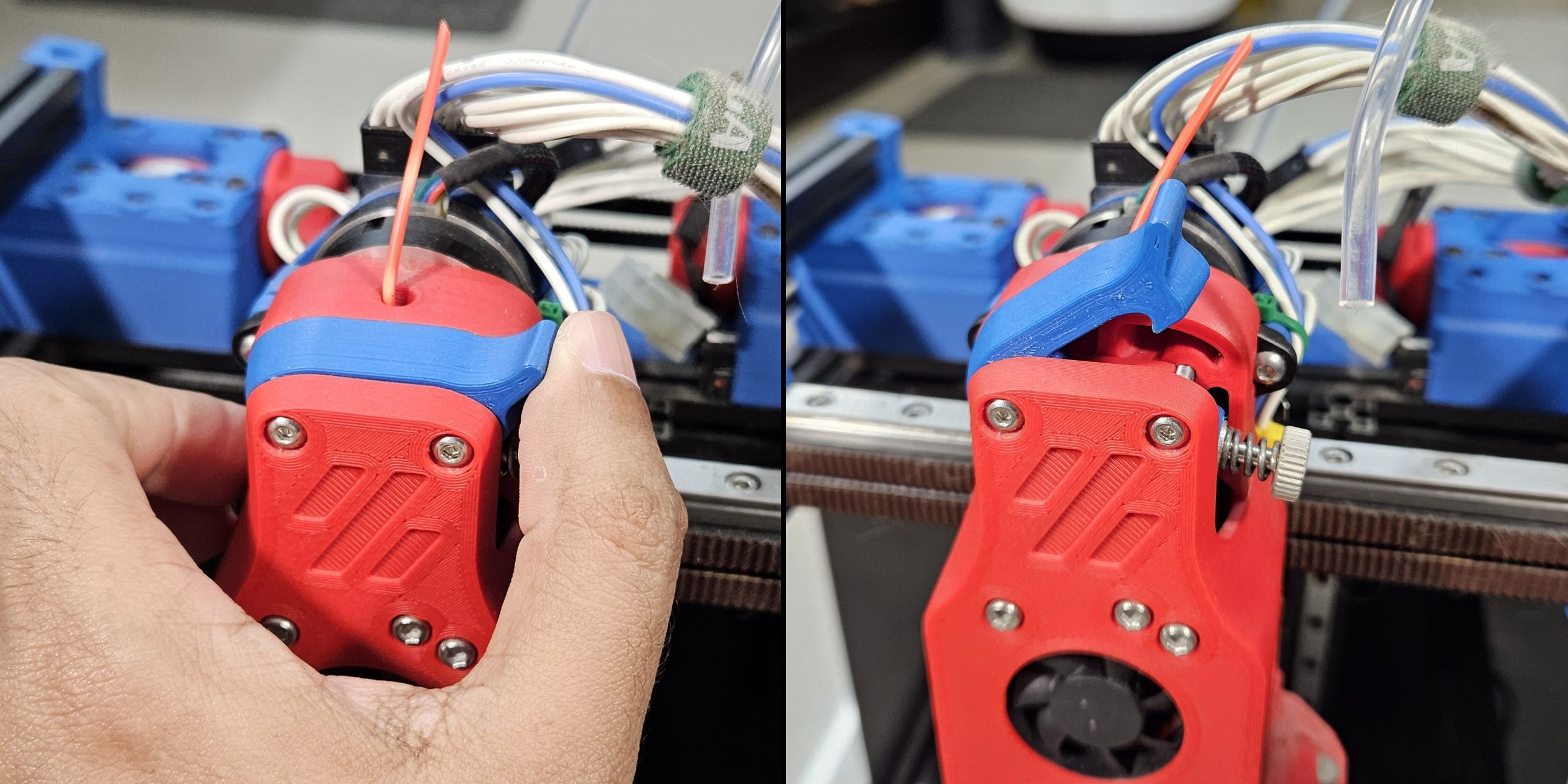
اگر چاپگر شما دارای یک اکسترودر درایو مستقیم است، می توانید از روال تخلیه در سیستم عامل چاپگر خود برای استخراج فیلامنت استفاده کنید. غیرفعال کردن استپر موتور اکسترودر (از طریق رابط کاربری) همچنین اجازه می دهد تا فیلامنت به صورت دستی تخلیه شود. از طرف دیگر، بازوی کشنده در اکثر اکسترودرهای درایو مستقیم می تواند به صورت دستی جدا شود که به فیلامنت اجازه می دهد تا با دست بیرون کشیده شود.
مرحله 5: دمای نازل را تنظیم کنید
در حالی که نازل هنوز گرم است، دمای نازل را تا دمای اکستروژن که توسط سازنده رشته نایلونی مشخص شده است، افزایش دهید. این بسته به ترکیب مواد و اندازه نازل شما می تواند بین 250 تا 280 درجه سانتیگراد باشد.
زمانی که نازل در دمای کارکرد قرار گرفت، ابتدا بخش نایلون را در انتهای داغ، انتهای نوک تیز قرار دهید. چند سانتی متر از رشته نایلونی را از طریق نازل فشار دهید.
مرحله 6: شکل دادن به رشته در داخل نازل
بخاری نازل را خاموش کنید. همانطور که نازل سرد می شود، فشار رو به پایین را روی رشته ثابت نگه دارید، به طوری که مقدار کمی از آن همچنان از نازل خارج شود. فشار رو به پایین را تا زمانی که فیلامنت از نازل خارج نشود ادامه دهید. 20 ثانیه دیگر فشار را حفظ کنید.
هنگامی که این کار به درستی انجام شود، نایلون مذاب را فشرده می کند و کل حفره نازل را با مواد مذاب پر می کند. این باعث می شود که فیلامنت به شدت به زباله های سوخته که نازل را مسدود می کنند بچسبد.
مرحله 7: اجازه دهید تا رشته جامد شود
صبر کنید تا نازل تا دمای 50 درجه سانتی گراد خنک شود.
اکسترودرهای محرک مستقیم همچنان به فیلامنت می چسبند و بیرون کشیدن فیلامنت را غیرممکن می کنند. مطمئن شوید که موتور پله ای اکسترودر در این نقطه از کار افتاده است. از طرف دیگر، میتوانید بهطور دستی بازوی کشنده اکسترودر را در حین بیرون کشیدن فیلامنت در مراحل بعدی جدا کنید.
مرحله 8: نازل گرم کنید
نازل را روی دمای 120 درجه سانتیگراد تنظیم کنید.
مرحله 9: کشش ثابت را حفظ کنید
در حالی که در حال گرم شدن است، فیلامنت را بگیرید و فشار رو به بالا ثابت نگه دارید، مثل اینکه می خواهید آن را بیرون بکشید.
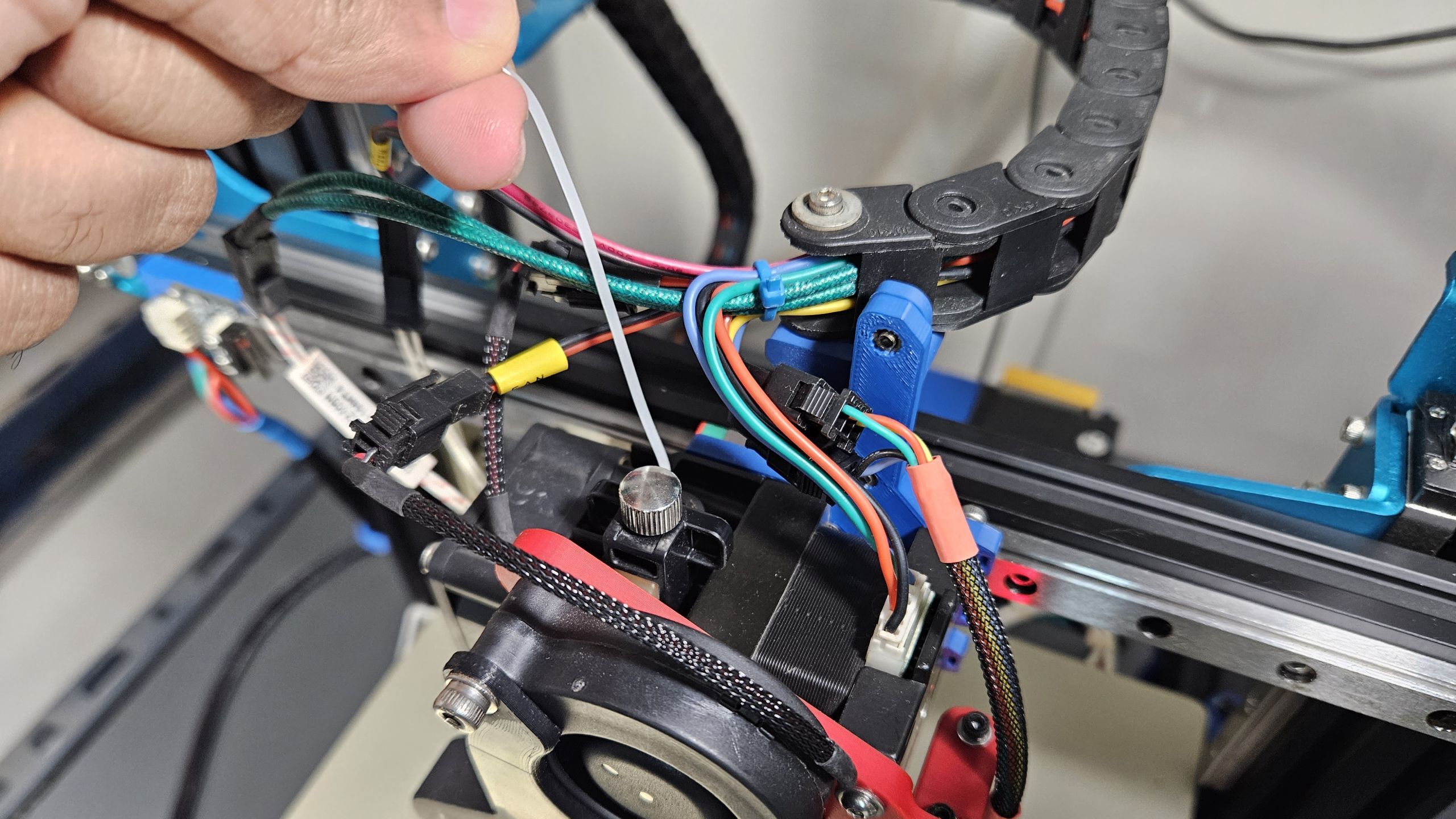
فیلامنت در حالی که سرد است خیلی سخت است که نمی توان آن را از نازل بیرون کشید. با این حال، همانطور که گرم می شود، ممکن است برای حذف زباله های گیر کرده در داخل نازل خیلی نرم شود. به همین دلیل است که حفظ کشش ثابت روی فیلامنت به آن اجازه میدهد تا زمانی که هنوز در ناحیه گلدیلاک است، از نازل خارج شود – جایی که به اندازه کافی نرم شده است تا نازل را رها کند، در حالی که به اندازه کافی سخت است که بتواند روی زبالهها نگه دارد.
برای اکثر رشته های نایلونی، این می تواند در هر نقطه ای بین 110 درجه سانتیگراد تا 120 درجه سانتیگراد رخ دهد. هنگامی که این فرآیند با موفقیت انجام شود، صدایی متمایز می شنوید. اینکه بتوانید یک اثر تقریباً کامل از حفره نازل خود را ببینید، تأیید بصری موفقیت است.
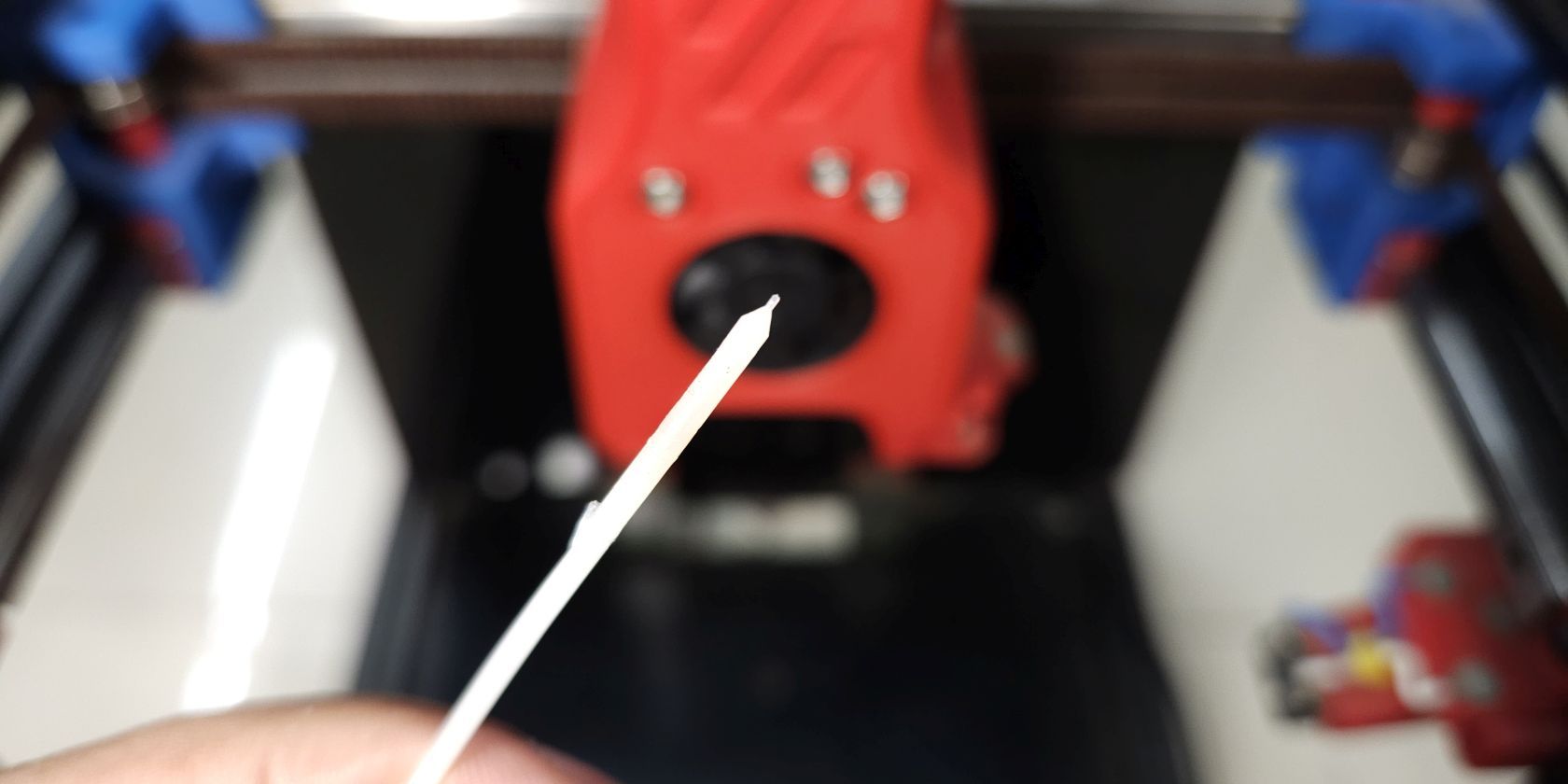
مرحله 10: این کار را تا زمانی که فیلامنت تمیز شود تکرار کنید
اگر از رشته نایلونی سفید یا شفاف برای این روش استفاده کنید، تشخیص بقایای سوخته استخراج شده از نازل آسان تر است. این فرآیند را تا زمانی تکرار کنید که پس از کشش های سرد بعدی دیگر نتوانید باقیمانده رشته ای را مشاهده کنید.
نگهداری پیشگیرانه با کشش سرد
با استفاده دقیق از این تکنیک، نه تنها می توان گرفتگی های جزئی را پاک کرد، بلکه از بروز گرفتگی کلی نیز جلوگیری کرد. این به ویژه برای کسانی که با مواد عجیب و غریب چاپ می کنند، یا در غیر این صورت از رشته های مختلف چاپ سه بعدی استفاده می کنند، صادق است.