اگر می خواهید به بهترین نتایج ممکن دست یابید، کالیبره کردن چاپگر سه بعدی ضروری است. ما شما را در کل فرآیند راهنمایی می کنیم.
دقت چاپگر سه بعدی برای موفقیت پرینت های سه بعدی شما بسیار مهم است. تعیین میکند که چقدر میتواند لایهها، به خصوص لایه اول را بچسباند. عوامل متعددی می توانند بر دقت چاپگر سه بعدی تأثیر بگذارند. کالیبراسیون یکی از آنهاست.
کالیبراسیون در پرینت سه بعدی چیست و مزایای آن چیست؟
کالیبراسیون در پرینت سه بعدی شامل انجام تنظیمات جزئی در دستگاه برای تولید چاپ هایی است که مطابق با مشخصات مورد نظر باشد. چندین جزء یک چاپگر سه بعدی باید کالیبره شوند. اینها شامل موتورهای پله ای، اکسترودر و نوع فیلامنت چاپگر سه بعدی است.
کالیبره کردن چاپگر مزایای زیادی دارد، از جمله موارد زیر:
- بهبود کیفیت چاپ: هنگامی که برای اطمینان از کالیبره صحیح دستگاه خود وقت بگذارید، بهبود قابل توجهی در کیفیت چاپ خود خواهید دید. نه تنها دقیق تر خواهند بود، بلکه سطح صاف تری نیز خواهند داشت.
- کاهش ضایعات: هنگامی که بدون کالیبراسیون چاپ می کنید، چاپگر نمی تواند جریان مواد را به اندازه کافی کنترل کند، که منجر به استفاده بیش از حد یا نشت می شود. از طریق کالیبراسیون دستگاه شما، هر قطره فیلامنت به طور موثر استفاده می شود و هیچ هدر رفتنی وجود نخواهد داشت.
- افزایش کارایی: وقتی دستگاه شما به درستی کالیبره شود، میتواند سریعتر و دقیقتر چاپ کند. میتوانید چاپهای خود را در زمان کوتاهتری انجام دهید و به شما امکان میدهد به پروژههای دیگر بروید.
- کنترل بیشتر بر فرآیند چاپ: میتوانید هر بار تنظیمات را به دقت تنظیم کنید تا چاپی عالی داشته باشید.
- درک بهتر چاپگر سه بعدی خود: کالیبره کردن چاپگر شما همچنین می تواند به شما در درک بهتر دستگاهتان کمک کند. با یادگیری نحوه کالیبره کردن صحیح آن، دانش عمیق تری در مورد نحوه عملکرد آن و نحوه استفاده از آن به بهترین شکل ایجاد خواهید کرد.
چگونه پرینتر سه بعدی خود را کالیبره کنید
برای کالیبره کردن چاپگر سه بعدی خود، باید موتورهای X، Y و Z، اکسترودر و فیلامنت را کالیبره کنید. هر یک از این فرآیندها در زیر توضیح داده شده است: ما با کالیبره کردن محور X، Y و Z شروع می کنیم.
هدف از کالیبره کردن X، Y و Z این است که اطمینان حاصل شود که هد چاپ دقیقاً مطابق با مراحل مشخص شده سفتافزار حرکت میکند. می توانید از خط کش، صفحه سنج یا کولیس استفاده کنید. در اینجا، ما قصد داریم از یک عدد سنج استفاده کنیم.
نکته مهم: اکثر کاربران از یک مکعب آزمایش برای کالیبره کردن محورهای X، Y و Z استفاده کردهاند. این نیز کار می کند، اما برای نتایج دقیق باید از یک عدد سنج استفاده کنید.
مرحله 1: پیکربندی مراحل فعلی را دریافت کنید
پیکربندی مراحل فعلی ضروری است زیرا بعداً از آنها در محاسبه مراحل E استفاده خواهید کرد. مراحل الکترونیکی مراحلی هستند که موتورها باید طی کنند تا یک میلی متر رشته را اکسترود کنند. هر چاپگر سه بعدی از کارخانه کالیبره شده تهیه می شود. تصویر زیر یک تنظیم پیشفرض E-step 93 را نشان میدهد. اگرچه این تنظیمات دقیق هستند، ممکن است در هنگام مونتاژ چاپگر سهبعدی مغایرتهایی وجود داشته باشد، و کالیبراسیون تضمین میکند که به درستی تنظیم شده است.
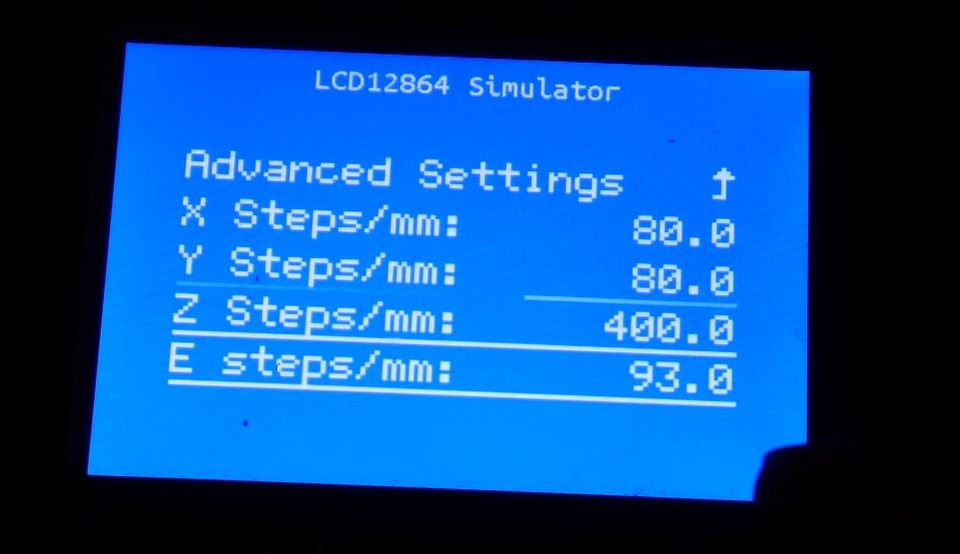
برای بازیابی تنظیمات مراحل فعلی، می توانید به تنظیمات پیکربندی چاپگر سه بعدی خود بروید، سپس Steps per mm را انتخاب کنید و می توانید تنظیمات فعلی خود را مشاهده کنید.
تنظیمات دسترسی به مراحل ممکن است بسته به نوع چاپگر سه بعدی شما متفاوت باشد.
مرحله 2: گیج شماره گیری خود را روی هد چاپ نصب کنید
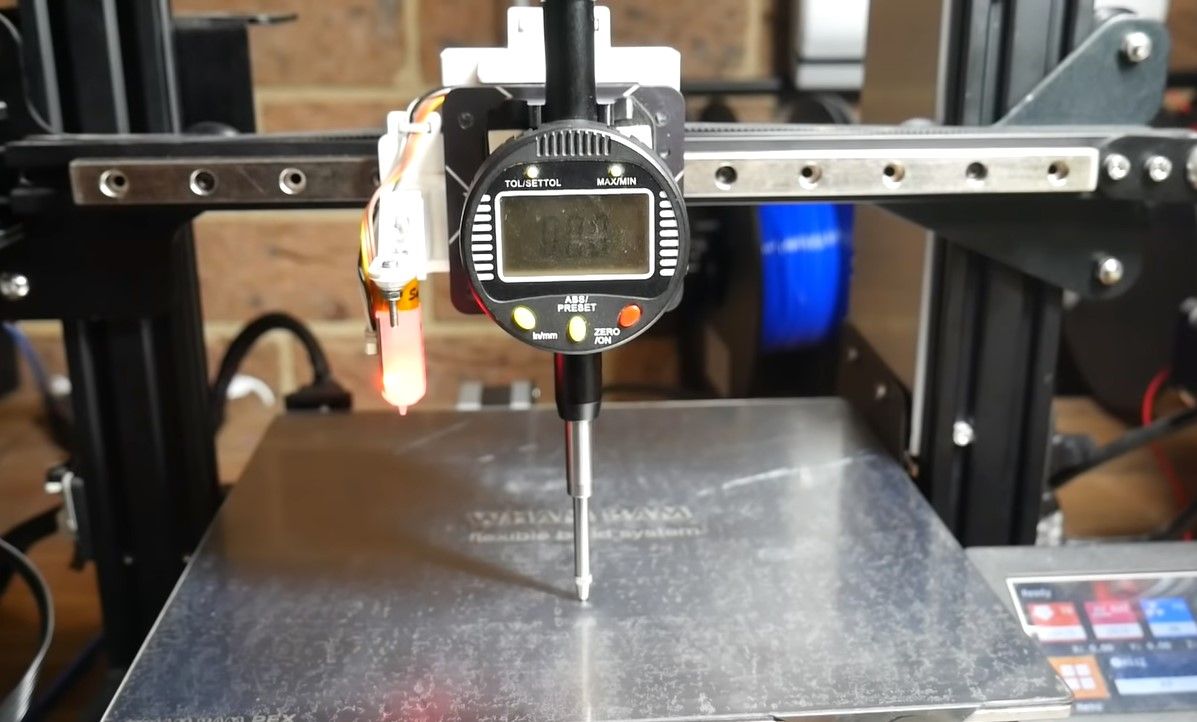
برای اندازه گیری باید گیج صفحه را روی هد چاپ نصب کنیم. میتوانید برای چاپگر سهبعدی خاص خود نگهدارندههای شمارهگیر قابل چاپ سهبعدی، مانند یکی از 1bipig در Thingiverse، تهیه کنید. هنگامی که گیج شماره گیری روی نگهدارنده نصب شد، چاپگر سه بعدی خود را در خانه قرار دهید تا به سیستم عامل اجازه دهید دستگاه را به صورت دستی حرکت دهد. در مرحله بعد، گیج صفحه را با استفاده از نگهدارنده روی سر چاپ نصب کنید و مطمئن شوید که تخت را لمس می کند.
مرحله 3: محور را هر بار 10 میلی متر حرکت دهید
می توانید از صفحه LCD و کنترل ها (بسته به چاپگر سه بعدی خود) برای حرکت دادن محور 10 میلی متری به جلو و عقب استفاده کنید. هدف این است که اطمینان حاصل شود که گیج صفحه تا حد ممکن نزدیک به 10 میلی متر است. می توانید این کار را با محورهای X، Y و Z انجام دهید.
مرحله 4: پیچ ها و کمربند را محکم کنید
هنگامی که اندازه ها را به دست آوردید، می توانید پیچ ها و تسمه را محکم کنید تا حرکت نکنند. انجام این کار به جلوگیری از تحریف اندازه گیری از قبل ایجاد شده کمک می کند.
مرحله 5: مراحل را در Firmware تنظیم کنید
برای تنظیم تنظیمات مراحل سفتافزار، باید مقدار E-step را بدست آوریم. می توانید این را با تقسیم مقدار درخواستی (در مورد ما 10 میلی متر) بر مقدار واقعی و ضرب در مقدار مرحله فعلی به دست آمده با استفاده از یک عدد سنج بدست آورید. پس از به دست آوردن مقدار، می توانید آن را در سیستم عامل خود تنظیم کنید.
کالیبره کردن اکسترودر چاپگر سه بعدی شما
اکسترودر خود را گرم کنید و دستور اکسترود 100 میلی متری فیلامنت را ارسال کنید. پس از انجام این کار، میزان فیلامنت اکسترود شده را اندازه بگیرید. اگر کمتر از 100 میلی متر است، باید E-steps خود را افزایش دهید. اگر بیش از 100 میلی متر است، باید E-steps خود را کاهش دهید. به تنظیم ادامه دهید تا زمانی که آن را درست انجام دهید.
کار بعدی که باید انجام دهید این است که آفست محور Z خود را کالیبره کنید. تنظیم این امر بسیار مهم است زیرا ارتفاع لایه شما را تعیین می کند. شما می توانید افست محور Z را در چاپگر سه بعدی خود به روش های مختلفی کالیبره کنید. اولین مورد استفاده از یک تکه کاغذ یا ضخامت سنج است.
کاغذ یا گیج را روی صفحه ساخت قرار دهید و به آرامی اکسترودر را پایین بیاورید تا به سختی کاغذ را لمس کند. سپس فاصله بالای کاغذ تا نوک اکسترودر را اندازه بگیرید. این اندازه گیری افست محور Z شما است. برای جزئیات بیشتر، راهنمای دقیق ما را در مورد کالیبره کردن اکسترودر چاپگر سه بعدی خود بررسی کنید.
کالیبره کردن رشته

اگر می بینید که چاپ های شما آنطور که انتظار می رود بیرون نمی آیند، یا اگر فیلامنت به درستی اکسترود نمی شود، احتمالاً نازل چاپگر شما مسدود شده است. می توانید با برداشتن و جداسازی انتهای داغ برای تمیز کردن نازل شروع کنید. هنگامی که انتهای داغ برداشته شد، می توانید از یک سوزن یا جسم تیز برای پاک کردن زباله ها از نازل استفاده کنید.
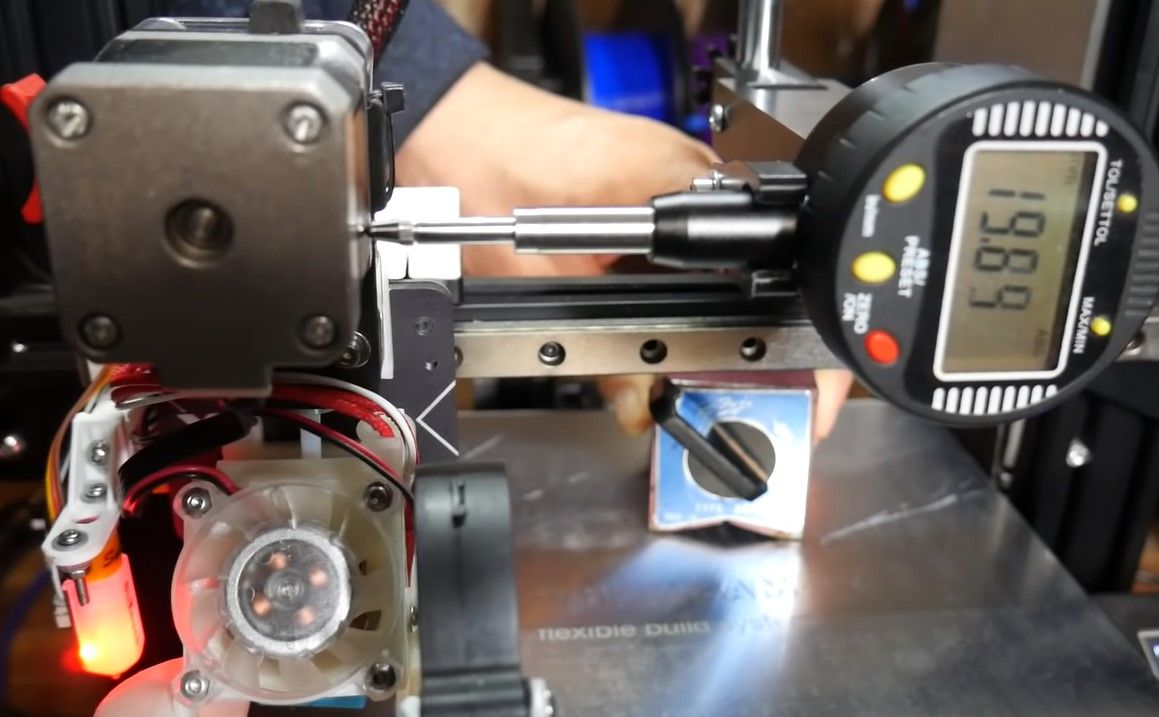
هنگامی که نازل شفاف شد، باید قطر رشته را کالیبره کنید. برای انجام این کار، باید قطر رشته را در چندین نقطه در طول آن اندازه گیری کنید. ساده ترین راه برای انجام این کار با کولیس است، همانطور که در تصویر بالا نشان داده شده است.
نرخ جریان را تنظیم کنید
هنگامی که قطر فیلامنت را اندازهگیری کردید، باید سرعت جریان را مطابق با آن تنظیم کنید. همچنین اطمینان از همراستایی صحیح فیلامنت با انتهای داغ ضروری است. اگر فیلامنت به درستی تراز نباشد، می تواند در فرآیند اکستروژن مشکل ایجاد کند.
برای تراز کردن فیلامنت، باید پیچ تنظیم را در بالای انتهای داغ باز کنید و سپس موقعیت فیلامنت را تنظیم کنید تا در مرکز نازل قرار گیرد. هنگامی که فیلامنت به اندازه کافی تراز شد، می توانید پیچ تنظیم را محکم کنید و چاپ را از سر بگیرید.
پرداختن به مسائل
اگر موارد بالا را انجام دادهاید اما با مشکلاتی مانند رشتهبندی مواجه هستید، ممکن است به این معنی باشد که اشتباهات فیلامنت انجام شده است یا تنظیمات چاپگر شما احتمالاً نادرست است. اگر نرخ اکستروژن بیش از حد بالا باشد، می تواند باعث ایجاد رشته شود. می توانید آن را در نرم افزار چاپگر خود تنظیم کنید.
یکی دیگر از تنظیماتی که می تواند باعث ایجاد رشته شود، فاصله انقباض است. اگر فاصله انقباض شما خیلی زیاد باشد، می تواند باعث شود که فیلامنت در حین حرکت از نازل بیرون کشیده شود. همچنین میتوانید دمای انتهای داغ خود را افزایش دهید، زیرا رشتهبندی میتواند به دلیل کمبود گرما نیز ایجاد شود، که میتواند باعث سرد شدن و جامد شدن فیلامنت قبل از خارج شدن از نازل شود.
پرینت سه بعدی با اشتباهات کمتر
هنگامی که چاپگر سه بعدی خود را کالیبره می کنید، می توانید اطمینان حاصل کنید که به درستی کار می کند و هر چاپی همانطور که در نظر گرفته شده است خارج می شود. اگرچه فرآیند کالیبراسیون شامل آزمون و خطای زیادی برای درست کردن آن است، این یک فرآیند ضروری است که هر کاربر پرینتر سه بعدی برای دستیابی به نتایج عالی باید آن را بیاموزد.