هنگام پرینت سه بعدی با PETG، انتخاب تنظیمات بهینه برش به شما امکان می دهد بهترین نتایج را با کیفیت دریافت کنید.
PETG برای پرینت سه بعدی خانگی روز به روز محبوب تر می شود. چاپ با آن نسبتاً آسان است، مواد شیمیایی سمی را به اندازه موادی مانند ABS آزاد نمی کند و بسیار بادوام تر از PLA است. اما بهترین تنظیمات برای انتخاب در هنگام پرینت سه بعدی با PETG چیست؟ بیایید دریابیم.
تقریباً غیرممکن است که در بار اول دقیقاً تنظیمات اسلایسر درست را بدست آورید. این باعث می شود که ارزش آزمایش با تنظیماتی را که انتخاب می کنید داشته باشید، به آرامی آنها را تغییر دهید و گزینه ها را تنظیم کنید تا چاپ های شما تا حد امکان خوب به نظر برسند.
PETG Plastic چیست؟
PETG یا پلی اتیلن ترفتالات گلیکول، یک ترموپلاستیک رایج با خواص منحصر به فرد است. این یک اقتباس از PET، ماده ای است که برای ساخت بطری های نوشابه استفاده می شود، با گلیکول اضافه شده به مخلوط برای بهبود استحکام و دوام PETG.
این ماده در سال های اخیر محبوبیت زیادی در فضای چاپ سه بعدی به دست آورده است، زیرا چاپ با آن آسان است و در عین حال بسیاری از مزایای مواد چالش برانگیز را ارائه می دهد. به عنوان مثال، PETG نسبت به ABS شکننده تر است و قدرت مشابهی را ارائه می دهد، در حالی که چاپ آن آسان تر است.
PETG به سرعت در حال تبدیل شدن به یکی از محبوب ترین مواد پرینت سه بعدی در جهان است، اما با چالش هایی همراه است. همیشه ارزش یادگیری در مورد انواع فیلامنت پرینت سه بعدی را دارد تا مطمئن شوید که از انواع مناسب برای هر یک از چاپ های خود استفاده می کنید.
چالش های چاپ سه بعدی PETG
مانند هر ماده پرینت سه بعدی، فیلامنت PETG می تواند مشکل ساز باشد. هنگامی که برای اولین بار استفاده از این نوع پلاستیک را برای پرینت های سه بعدی خود شروع می کنید، تعدادی چالش وجود دارد که باید بر آنها غلبه کنید.
- رشته/اکستروژن بیش از حد: PETG کششی تر و انعطاف پذیرتر از PLA و ABS است. این بدان معنی است که هنگامی که اکسترود نمی شود، تمایل دارد از نازل بیرون بیاید، در حالی که وقتی اکسترودر به اطراف حرکت می کند، رشته هایی بین قسمت های چاپ شما ایجاد می کند. این با استفاده از تنظیمات عقب نشینی و z-offset حل می شود.
- چسبندگی بیش از حد: چسبندگی ضعیف لایه می تواند با موادی مانند PLA و ABS بسیار چالش برانگیز باشد، اما PETG اغلب مشکلی برعکس دارد: لایه ها خیلی قوی می چسبند. این می تواند حذف تکیه گاه ها و سایر موارد اضافی را بسیار سخت کند و حتی می تواند باعث چسبیدن مدل به سطح ساخت شود. اجازه دهید که مدل شما پس از چاپ خنک شود، راه خوبی برای کمک به این امر است.
نازل و دمای بستر
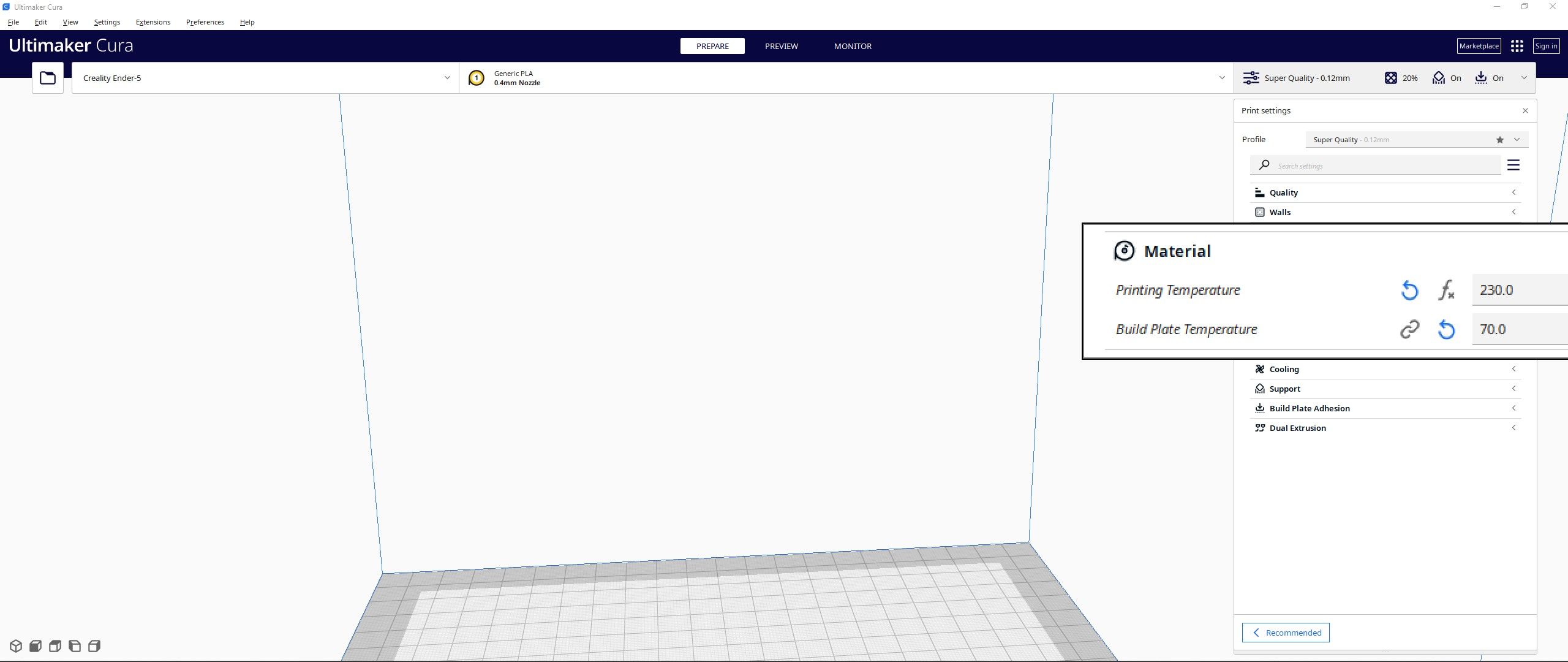
PETG از یک نازل داغ و یک صفحه ساخت گرم برای گرفتن بهترین نتیجه بهره می برد. هنگام چاپ با PETG تخت گرم شده خود را بین 70 تا 80 درجه سانتیگراد نگه دارید و اگر قصد دارید دمای صفحه ساخت خود را آزمایش کنید، از دمای بالای 100 درجه سانتیگراد خودداری کنید.
PETG نقطه ذوب بالاتری نسبت به PLA دارد. ماندن بین 210 درجه سانتیگراد و 250 درجه سانتیگراد مکان خوبی برای شروع با PETG است، اگرچه برخی از تولیدکنندگان فیلامنتی را ارائه می دهند که در دمای +260 درجه سانتیگراد چاپ می شود. همیشه توصیه های سازنده فیلامنت را در اولین شروع با یک ماده جدید بخوانید.
ارتفاع لایه
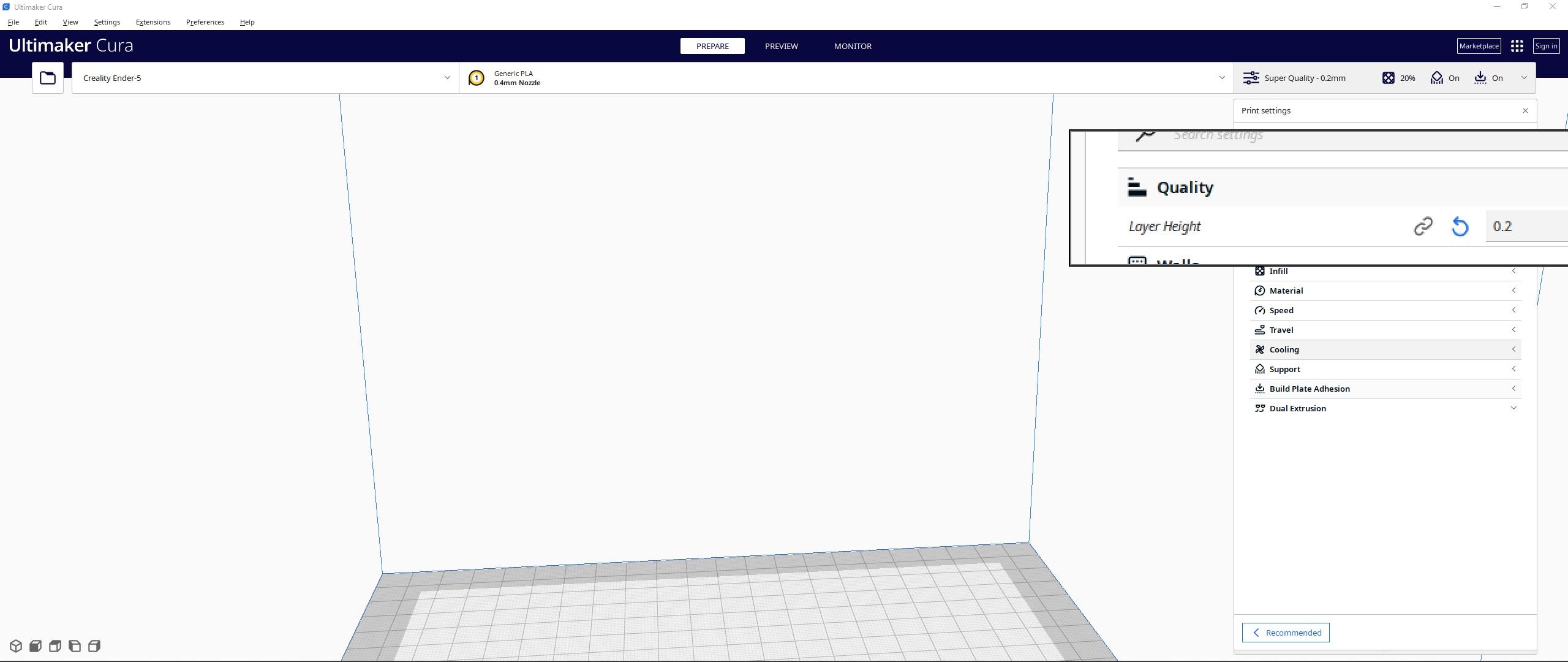
ارتفاع لایه چاپ سه بعدی یکی از تفاوت های کلیدی بین PETG و موادی مانند PLA است. ارتفاع لایه 0.2 میلیمتری با ارتفاع لایه اولیه 0.12 میلیمتر، چاپهای ظریفی با PETG ایجاد میکند، اگرچه اگر خیلی پایینتر بروید، با مشکل مواجه خواهید شد. PETG همچنین با لایههای نسبتاً ضخیم به خوبی کار میکند و میتوانید با یک نازل 0.4 میلیمتری تا 0.3 میلیمتر فشار دهید.
حرکت / سرعت چاپ
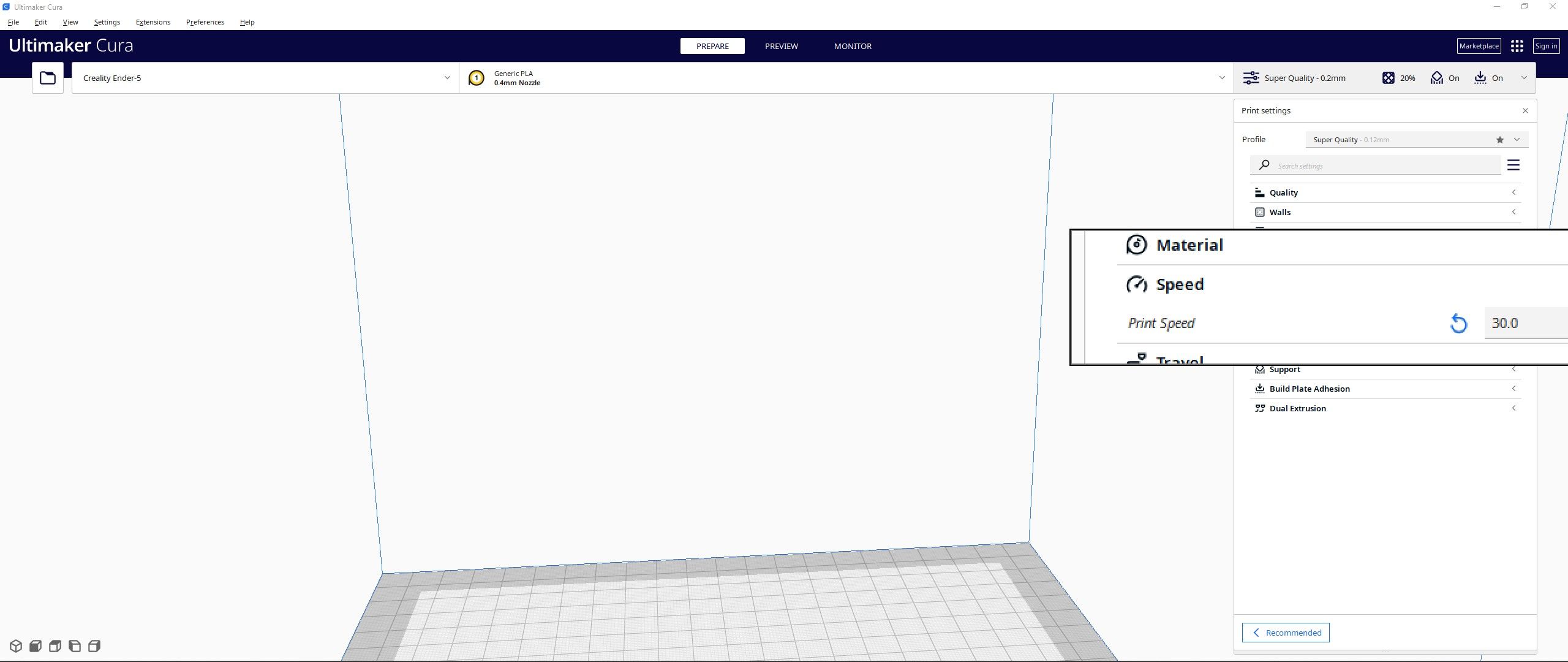
PETG نسبت به سایر مواد فیلامنت پرینتر سه بعدی به سرعت چاپ حساس تر است. حرکت خیلی سریع باعث زیر اکستروژن و چسبندگی ضعیف لایه می شود در حالی که حرکت خیلی آهسته باعث اکستروژن بیش از حد و حباب می شود.
نشستن بین 30 میلیمتر بر ثانیه و 60 میلیمتر بر ثانیه برای اکثر لایههایتان و استفاده از سرعت کمتر، مانند 25 میلیمتر بر ثانیه، برای لایههای اولیه، رویکرد خوبی است. ممکن است مجبور شوید سرعت چاپ خود را آزمایش کنید تا بهترین نتیجه را بگیرید.
سرعت عقب نشینی و فاصله
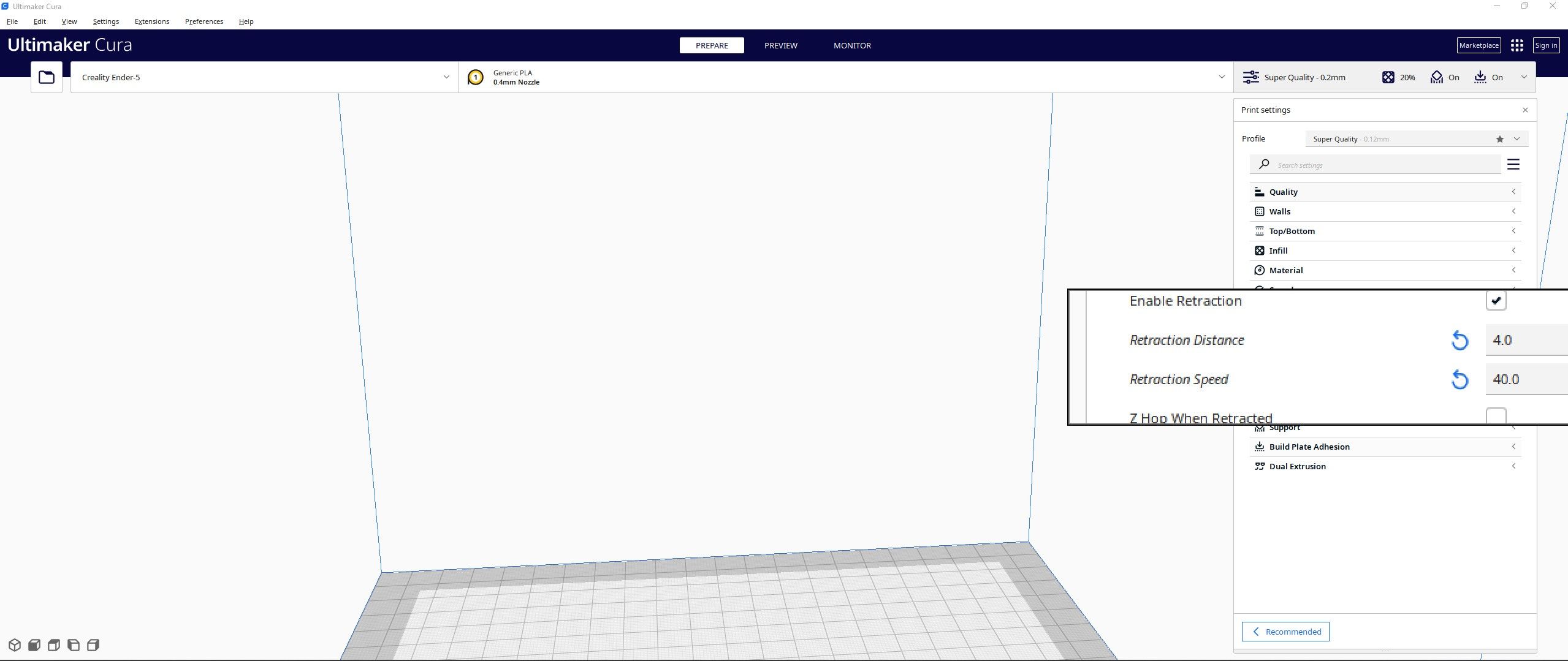
به لطف کشش آن، PETG برای چاپ خوب به تنظیمات جمع شدن سریعتر و طولانی تری نسبت به PLA نیاز دارد. سرعت جمع شدن بین 40 میلی متر بر ثانیه و 80 میلی متر بر ثانیه مکان خوبی برای شروع است. علاوه بر این، فاصله انقباض 4 تا 6 میلیمتر برای دستگاههای Bowden به خوبی کار میکند، در حالی که 1 میلیمتر تا 3 میلیمتر برای چاپگرهای سه بعدی درایو مستقیم بهترین کار را دارد.
نوع و مواد پشتیبانی
PETG یک ماده عالی است، اما با پشتیبانی چندان خوب عمل نمی کند. به لطف ماهیت چسبنده PETG، چسبندگی لایه فوق العاده ای که ایجاد می کند می تواند زمانی که می خواهید از پشتیبانی استفاده کنید تبدیل به یک نفرین شود. چاپ در دماهای پایین تر، برداشتن پایه ها را آسان تر می کند، اما استفاده از مواد محلول در آب مانند PVA نیز می تواند مفید باشد.
اکثر اسلایسرها کنترل بر روی زاویه و نوع تکیه گاه را فراهم می کنند. زاویه اورهنگ 0 درجه همه اورهانگ ها را پشتیبانی می کند، در حالی که 90 درجه هیچ چیز را پشتیبانی نمی کند. این باعث می شود که 50 تا 55 درجه مکان خوبی برای شروع باشد.
افزودنی های چاپ سه بعدی PETG
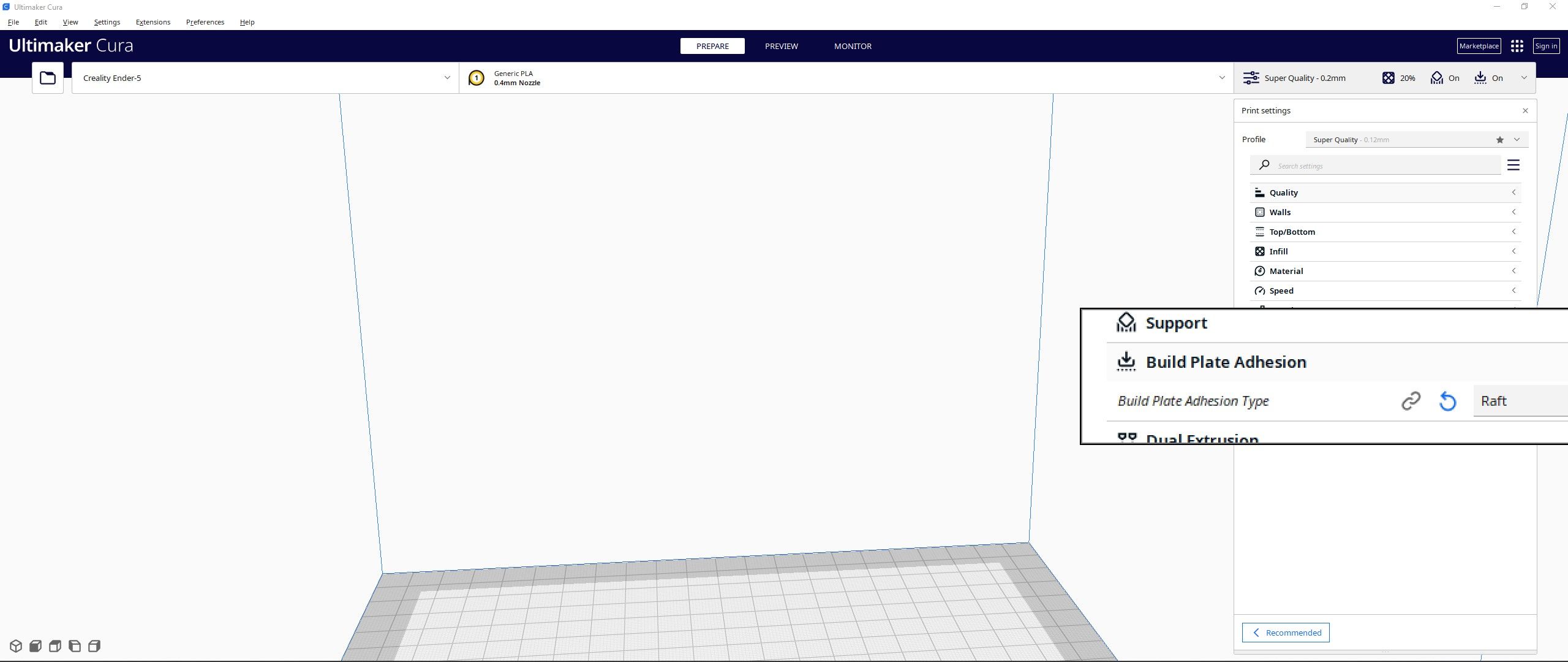
PETG مانند ABS مشکلات تاب خوردگی عمده ای ندارد و معمولاً بدون توجه به مواد سطحی که استفاده می کنید به صفحه ساخت می چسبد. این بدان معناست که معمولاً هنگام کار با PETG نیازی به افزودنی نیست.
لبهها و قایقها هنگام استفاده از PETG به خوبی میچسبند و این میتواند برداشتن آنها را بسیار دشوار کند. برج های پاک کن و سایر اضافات پاک کننده نازل می توانند برای جلوگیری از ایجاد ریسمان و حباب مفید باشند.
پرینتر سه بعدی و خنک کننده قطعات
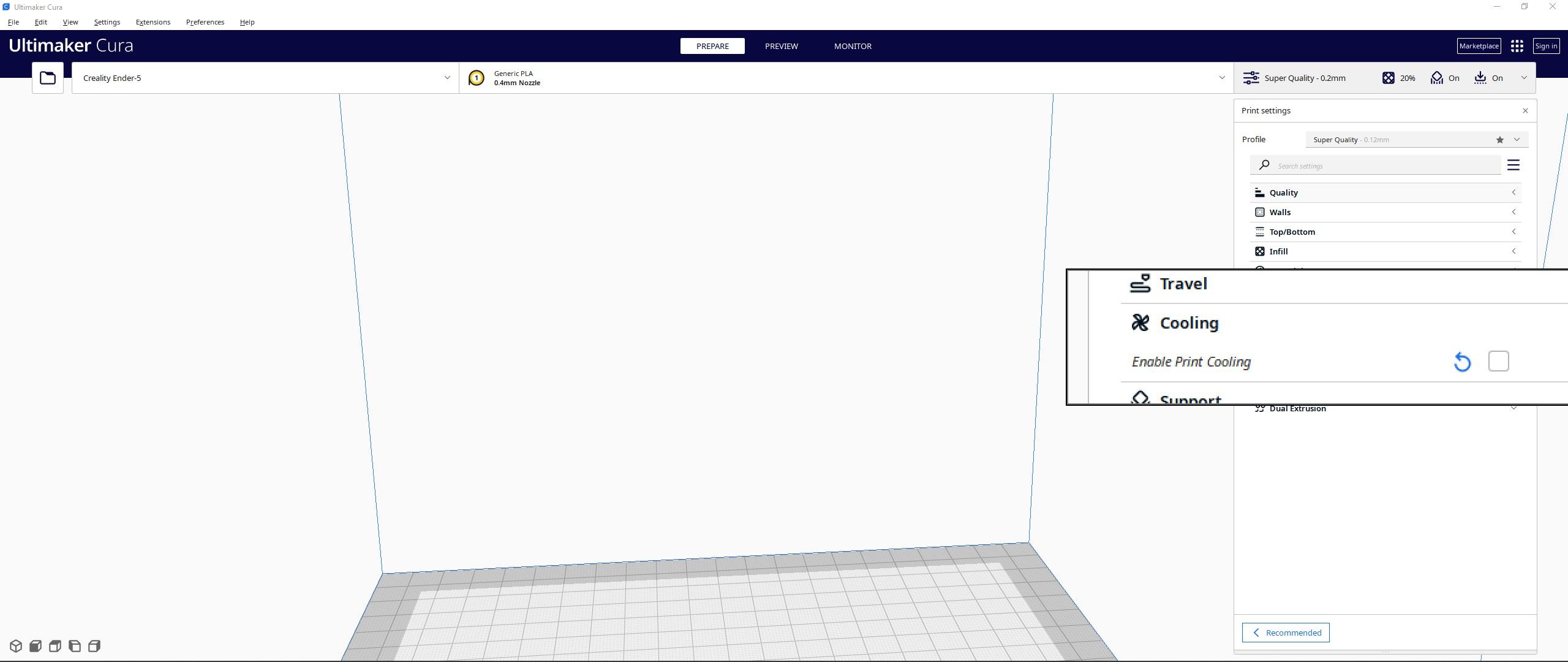
بر خلاف بسیاری از مواد پرینت سه بعدی دیگر، فیلامنت PETG بدون هیچ گونه خنک کننده بخشی بهترین عملکرد را دارد. این تضمین میکند که لایهها به خوبی بچسبند و از تاب برداشتن کمی با خنکسازی قوی جلوگیری میکند. برای چاپ PETG نیازی به محفظه داغ ندارید و در صورت تمایل می توانید فن های محفظه خود را با قدرت کامل بگذارید.
ساختار پرینتر سه بعدی عمومی (تخت و محفظه)
چاپ سه بعدی با PLA و ABS با الزامات نسبتاً سختگیرانه دستگاه همراه است، اما PETG بسیار بخشنده تر است. در حالی که برای کار با این ماده به یک تخت گرم نیاز دارید، لازم نیست نگران داشتن یک محفظه برای پرینت سه بعدی PETG خود باشید.
اکثر سطوح ساختمانی مدرن به دلیل چسبندگی لایه قوی با PETG به خوبی کار می کنند. اگرچه شیشه به خوبی با این نوع فیلامنت کار میکند و در پایان هر پروژه چاپهایی با ته صاف و برداشتن آسان ارائه میدهد.
پرینت سه بعدی با PETG
PETG یک گزینه فیلامنت پرینتر سه بعدی عالی است. نه تنها به اندازه PLA و ABS مقرون به صرفه است، بلکه همچنین قوی، نیمه انعطاف پذیر و مقاوم در برابر مواد شیمیایی است. این امر آن را برای استفاده در داخل و خارج از منزل ایده آل می کند و حتی می تواند برای مواردی که باید با مواد غذایی در تماس باشند مفید باشد. همیشه ارزش این را دارد که قبل از استفاده از رشته های چاپگر سه بعدی در خانه وقت بگذارید.