اشکالات چاپ سه بعدی بیشتر از تنظیمات ضعیف اسلایسر است. ما توضیح می دهیم که چگونه شیوه های بد مدیریت رشته می تواند پرینت های سه بعدی شما را خراب کند.
وقتی پرینت سه بعدی به طرز وحشتناکی اشتباه می شود، طبیعی است که تنظیمات اسلایسر یا ترمیم تختخواب خود را زیر سوال ببرید. به هر حال، یک پارامتر برشکن خندهدار میتواند منجر به گرفتگی نازل و سایر فاجعههای چاپ سه بعدی شود.
اما گاهی اوقات مشکل در سطح فیلامنت وجود دارد. تشخیص چنین مشکلاتی و دانستن اینکه چگونه از آنها به طور کلی جلوگیری کنید، یک مهارت اساسی در چاپ سه بعدی است که برای جلوگیری از عیب یابی بی نتیجه در جاهای دیگر کلیدی است.
اگر مشکلات پرینت سه بعدی شما با وجود پیروی از روش های خوب تعمیر و نگهداری برش دهنده و چاپگر رخ می دهد، آشنایی با این اشتباهات در کار با فیلامنت ممکن است به شما در صرفه جویی در روز کمک کند.
1. اطمینان از سازگاری رشته داغ
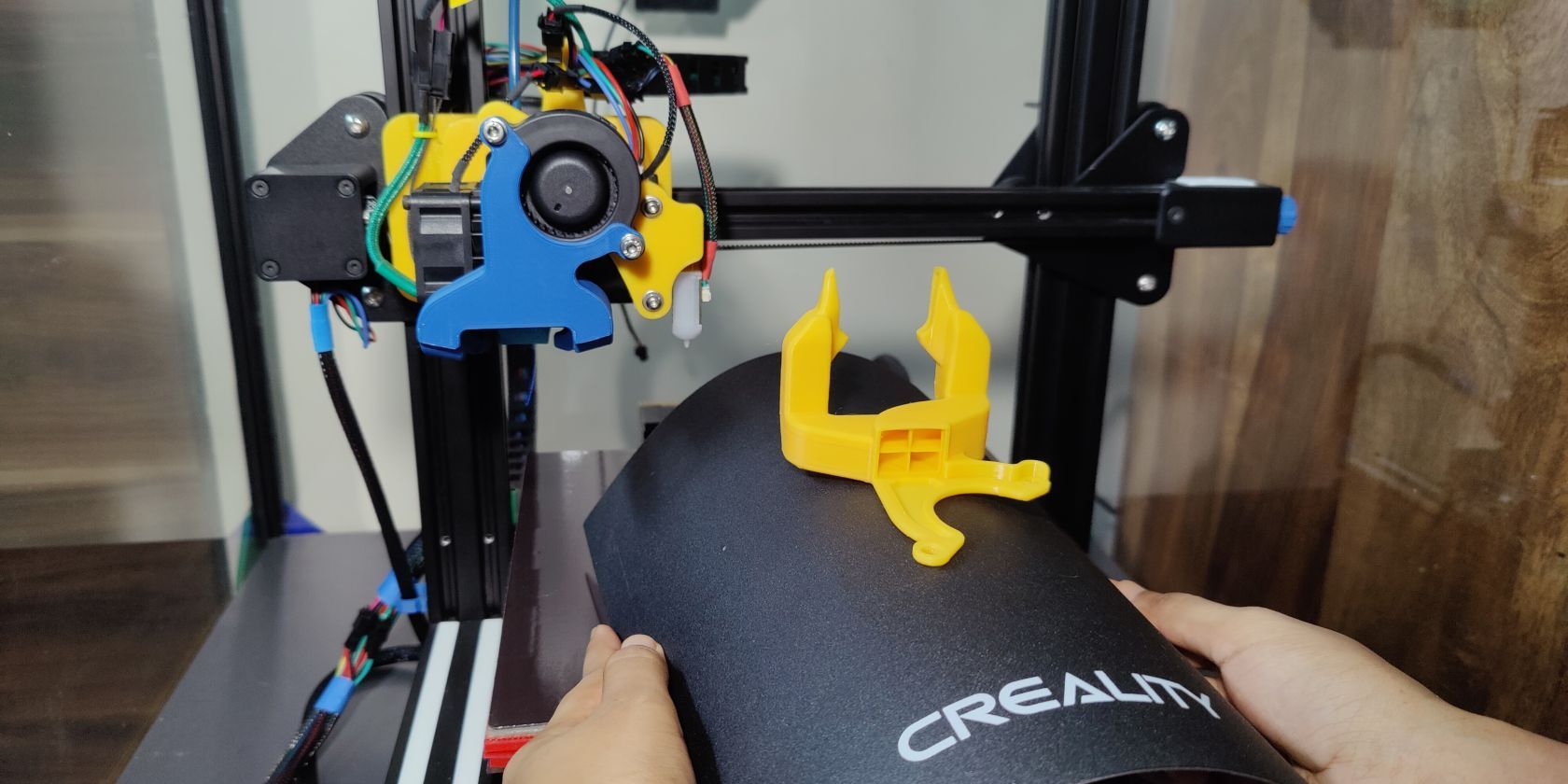
اکثریت قریب به اتفاق گرفتگی های گزارش شده توسط مبتدیان پرینت سه بعدی که چاپگرهای مقرون به صرفه را اجرا می کنند، می تواند به دلیل استفاده از رشته هایی باشد که برای تنظیم اکستروژن استوک خیلی داغ هستند. برای کاهش هزینه های ساخت، این چاپگرها به آستر PTFE اجازه می دهند تا نازل را لمس کند. در حالی که این امر باعث صرفه جویی در هزینه شکست های حرارتی ماشینکاری گران قیمت می شود، لوله PTFE را نیز وارد منطقه مذاب می کند.

این یک ایده وحشتناک است زیرا PTFE مواد شیمیایی خارج از گاز را شروع می کند که می تواند هنگام چاپ رشته هایی مانند ABS، نایلون و پلی کربنات که در دمای بالاتر از 250 درجه سانتیگراد جریان دارند باعث آسیب مغزی شود. جدای از آزاد شدن عوامل عصبی واقعی، زوال سریع لوله PTFE نیز منجر به گرفتگی نازل می شود.
چگونه از گرفتگی نازل و آسیب مغزی جلوگیری کنیم
راه حل ساده است. همانطور که در راهنمای ارتقاء Ender-3 ما به طور کامل توضیح داده شده است، فقط به یک صفحه تمام فلزی ارتقا دهید. انجام این کار لوله PTFE را به طور ایمن از منطقه مذاب دور نگه می دارد و در نتیجه احتمال گرفتگی نازل و خروج گازهای سمی را از بین می برد. اکثر پرینترهای سه بعدی محبوب حتی دارای شکستن حرارتی در دسترس هستند که با کسری از هزینه، قسمت داغ موجود را به انواع تمام فلزی تبدیل می کند.
2. فیلامنت های انعطاف پذیر از اکسترودرهای بودن متنفرند
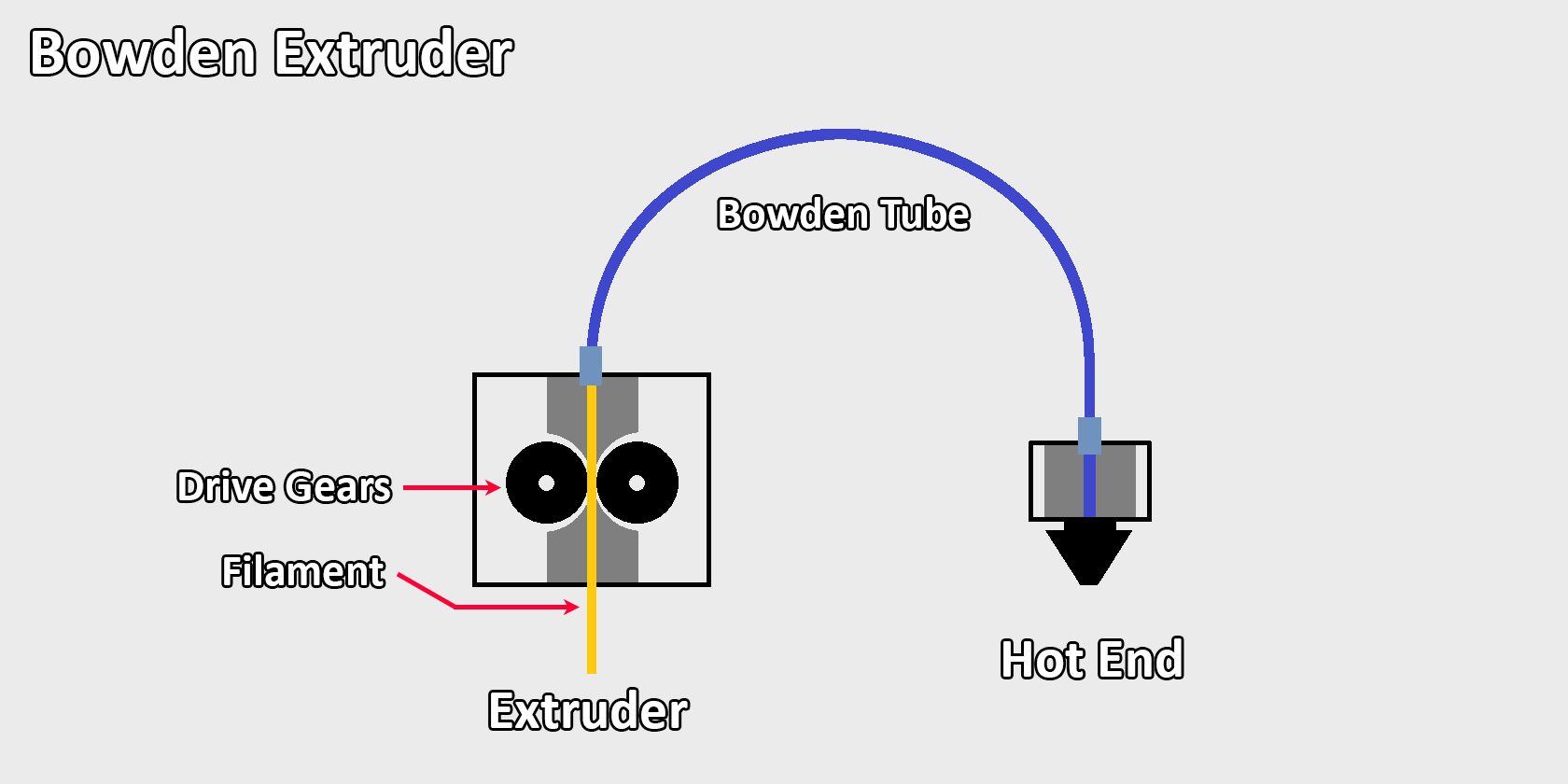
گرفتگی نازل در چاپگرهای مقرون به صرفه محدود به گرم شدن بیش از حد آسترهای PFTE نیست. حتی فیلامنتهای انعطافپذیر مانند TPE و TPU که به صورت خنکتر چاپ میکنند، با چاپگرهای سطح ابتدایی که از اکسترودر Bowden استفاده میکنند، خوب بازی نمیکنند. توضیح دهنده اکسترودر درایو مستقیم ما به تفصیل دلیل این موضوع را بررسی می کند، اما به زبان ساده، فشار دادن رشته های انعطاف پذیر از طریق لوله های بلند Bowden دشوار است. مانند هل دادن یک طناب به پایین شیلنگ است که در نتیجه نیاز به پس زدن زیاد دارد.
نحوه چاپ قابل اعتماد فلکسیبل ها
یک اکسترودر درایو مستقیم برای چاپ رشته های انعطاف پذیر توصیه می شود، به خصوص اگر رشته های بسیار نرم با سختی Shore کمتر را ترجیح می دهید. تنوع واقعاً انعطاف پذیر حتی به اکسترودرهای تخصصی با مسیرهای رشته کوتاه شده نیاز دارد. اما اگر اصرار به استفاده از اکسترودر Bowden دارید، باید به رشتههای انعطافپذیر سختتر بچسبید و سرعت چاپ را به میزان قابل توجهی کاهش دهید.
3. به پیچیدگی های قرقره توجه کنید
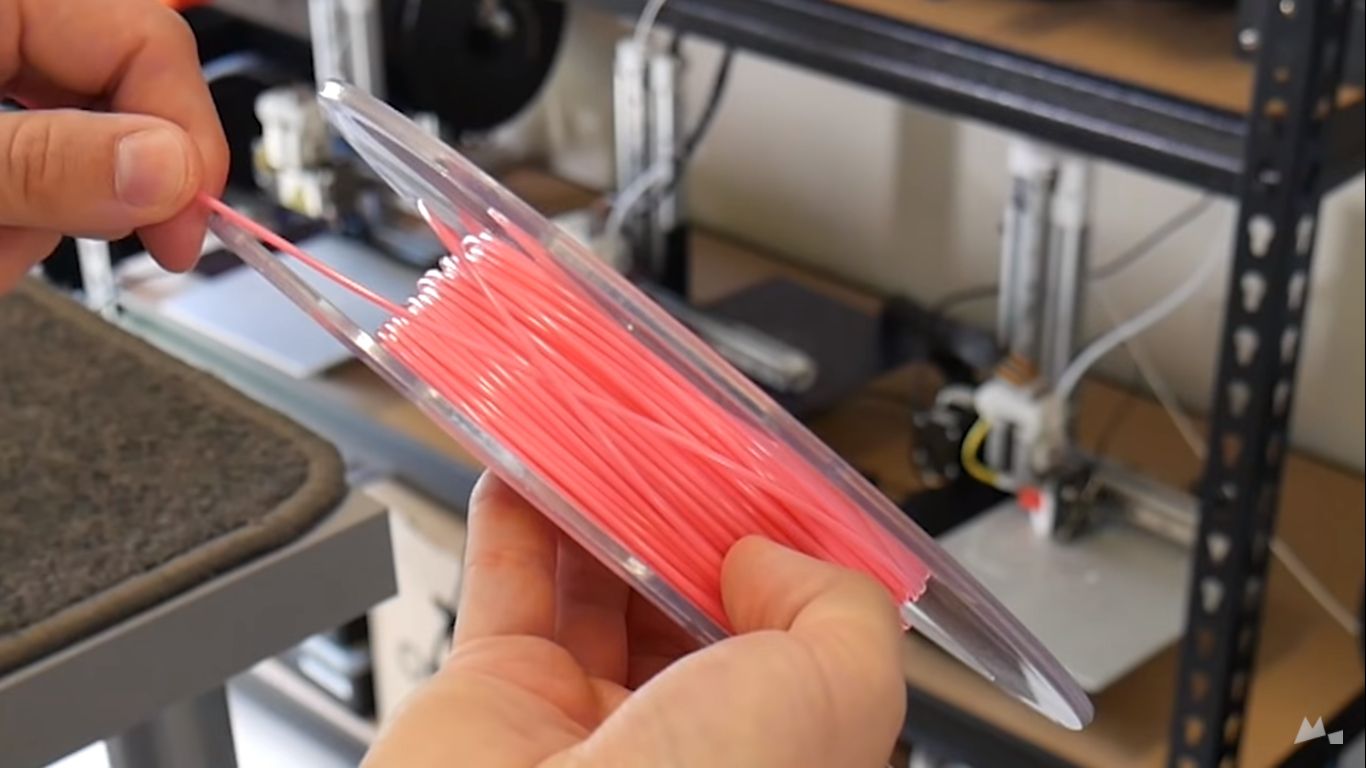
اگر فکر میکردید که سیمهای گوشی درهم بد هستند، فقط منتظر بمانید تا در قرقرههای رشتهای با گره خوردن مواجه شوید. قرقره های درهم مانند شمشیر ضرب المثل داموکلس، بمب های ساعتی هستند که فقط منتظرند تا چاپ های بلند را خراب کنند. با توجه به استحکام نسبتاً بالای رشته، این درهمتنیدگیها حتی پیچیده نیستند. بنابراین، آنها به صورت یک حلقه منفرد ظاهر می شوند که در نهایت باعث شکست تغذیه رشته می شود.
چگونه از گره خوردن رشته ها جلوگیری کنیم
جلوگیری از گره خوردن قرقره های فیلامنت مستلزم پیروی از یک قانون اساسی است: هرگز اجازه ندهید انتهای آزاد رشته به داخل قرقره برگردد. هنگامی که این اتفاق می افتد، همیشه زیر یک حلقه رشته سرگردان که به طور لحظه ای شل می شود، می لغزد. دفعه بعد که انتهای شل را بیرون می آورید، قبلاً حلقه ای تشکیل داده است که در نهایت سفت می شود و باعث خرابی فیلامنت می شود.
دقیقاً به همین دلیل است که سازندگان فیلامنت زحمت زیادی برای چسباندن انتهای رشته شل و محکم به قرقره می کشند. تقریباً تمام قرقرههای فیلامنتی دارای تمهیداتی هستند که انتهای شل را به گونهای رزوه کنند که به طور ایمن نگه داشته شود. اگر سازنده فیلامنت شما این ویژگی را اجرا نکرده است، یک گیره قرقره فیلامنت قابل چاپ سه بعدی بهترین راه حل بعدی است.
4. آیا فیلامنت شما هیگروسکوپیک است؟
کنار گذاشتن چرخ آموزشی PLA و فارغ التحصیلی از PETG برای بیشتر علاقه مندان به چاپ سه بعدی تجربه ای تلخ و شیرین است. در حالی که PETG نسبت به PLA بسیار کمتر بخشنده است، چیزی که بیشتر مبتدیان را شگفت زده می کند، تمایل مواد به جذب رطوبت در مقایسه با PLA است.
یک فیلامنت مرطوب می تواند همه چیز را از کیفیت چاپ وحشتناک تا شکست کامل چاپ ایجاد کند، و مشکل به راحتی قابل مشاهده نیست مگر اینکه بدانید به دنبال چه هستید. تقریباً تمام رشتههای پرینت سهبعدی پیشرفته نسبتاً مرطوب هستند، به طوری که چاپ نایلون و پلیکربنات بدون تجهیزات خشک کردن رشتههای مناسب عملاً غیرممکن است.
چگونه با رشته های هیگروسکوپی مقابله کنیم؟
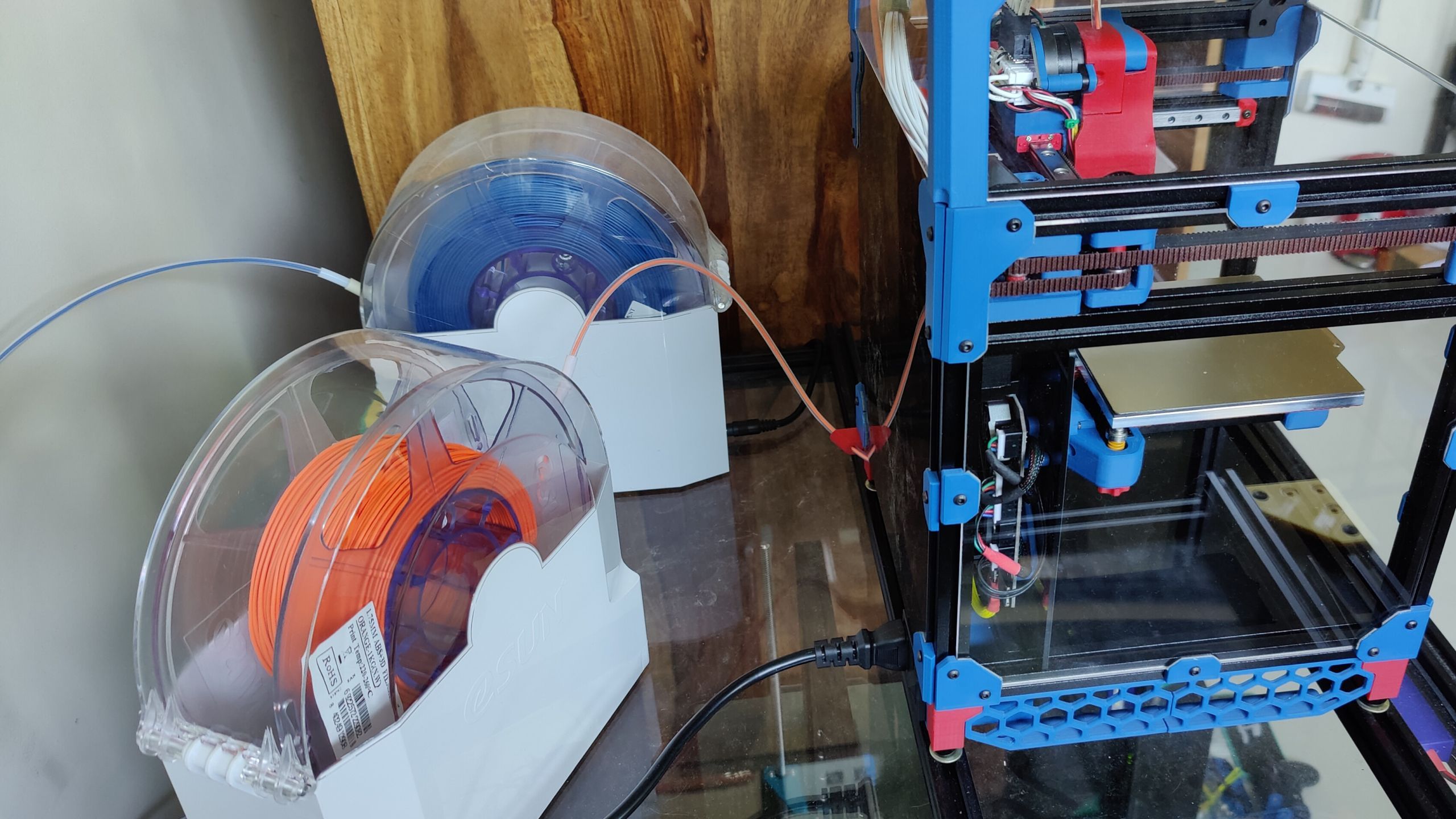
برای شروع، بهتر است چنین رشته هایی را در کیسه های مهر و موم شده وکیوم، همراه با مواد خشک کننده تازه مانند دانه های سیلیکاژل برای جذب رطوبت موجود، ذخیره کنید. این از جذب رطوبت اضافی فیلامنت در انبار جلوگیری می کند. با این حال، این هیچ کاری برای استخراج رطوبت از قبل جذب شده در فیلامنت نمی کند.
برای این منظور به وسیله ای اختصاصی برای خشک کردن فیلامنت نیاز دارید. خشک کن های رشته ای نسبتاً ارزان ساخته شده برای پرینترهای سه بعدی مصرفی تا زمانی که تنظیمات گرم کننده مناسب را انتخاب کنید و از دانه های سیلیکاژل تازه برای جذب رطوبت استفاده کنید عالی کار می کنند. دستگاه های آبگیری مواد غذایی نیز فوق العاده عمل می کنند.
با این حال، نایلون، PEEK، و پلی کربنات تا حدی به کوره های کنترل شده با PID نیاز دارند تا به طور قابل اعتمادی این رشته ها را از بین ببرند. اجاقهای معمولی ارزانتر هستند، اما فاقد کنترل دقیق دما هستند که بین یک قرقره نایلونی کاملاً خشک و یک نسخه چاپی سه بعدی بسیار گران قیمت از یک قرقره نایلونی تفاوت ایجاد میکند.
5. همیشه به برگه داده مراجعه کنید
در حالی که ما یک ایده کلی در مورد محدوده دمایی داریم که معمولاً برای انواع رشته های مختلف استفاده می شود، هرگز اشتباه نکنید که تنظیم صحیح را برای نوع رشته خاص خود فرض کنید. با توجه به رواج مخلوطهای تخصصی که توسط تولیدکنندگان مختلف فیلامنت استفاده میشود، مهم است.
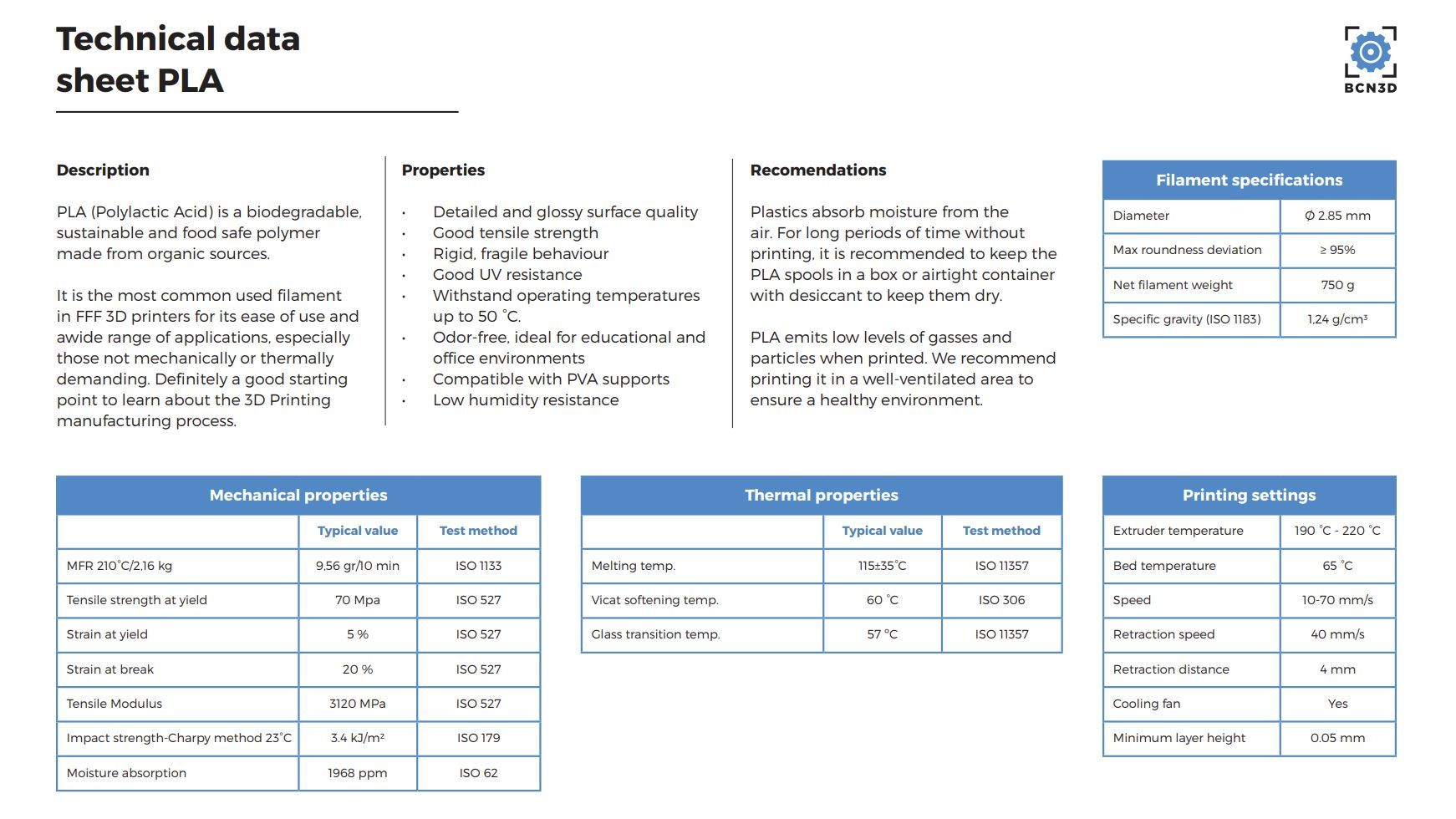
بسته به اینکه سازنده قصد دارد چاپ رشته دشوار را آسانتر کند یا استحکام آن را بهبود بخشد، دمای نازل و سرعت چاپ میتواند برای یک نوع فیلامنت بسیار متفاوت باشد. خوشبختانه، این تنظیمات حیاتی در برگه داده مشخص شده است. تنها کاری که باید انجام دهید این است که آن را بخوانید و از این تنظیمات به عنوان پایه ای برای تنظیم دقیق پارامترهای اسلایسر خود استفاده کنید.
6. مراقب رشته های کامپوزیت باشید
ترکیب رشته های تخصصی و سپس رشته های کامپوزیت وجود دارد. مورد دوم شامل تقویت مواد مهندسی مانند ABS، پلی کربنات و نایلون با مواد کامپوزیتی مانند فیبر کربن، الیاف شیشه و گرانول های فلزی است. چنین رشته های کامپوزیتی یک راه عالی برای بهبود استحکام کششی، مقاومت در برابر تاب خوردگی، تحمل دما و قابلیت چاپ مواد فنی هستند.
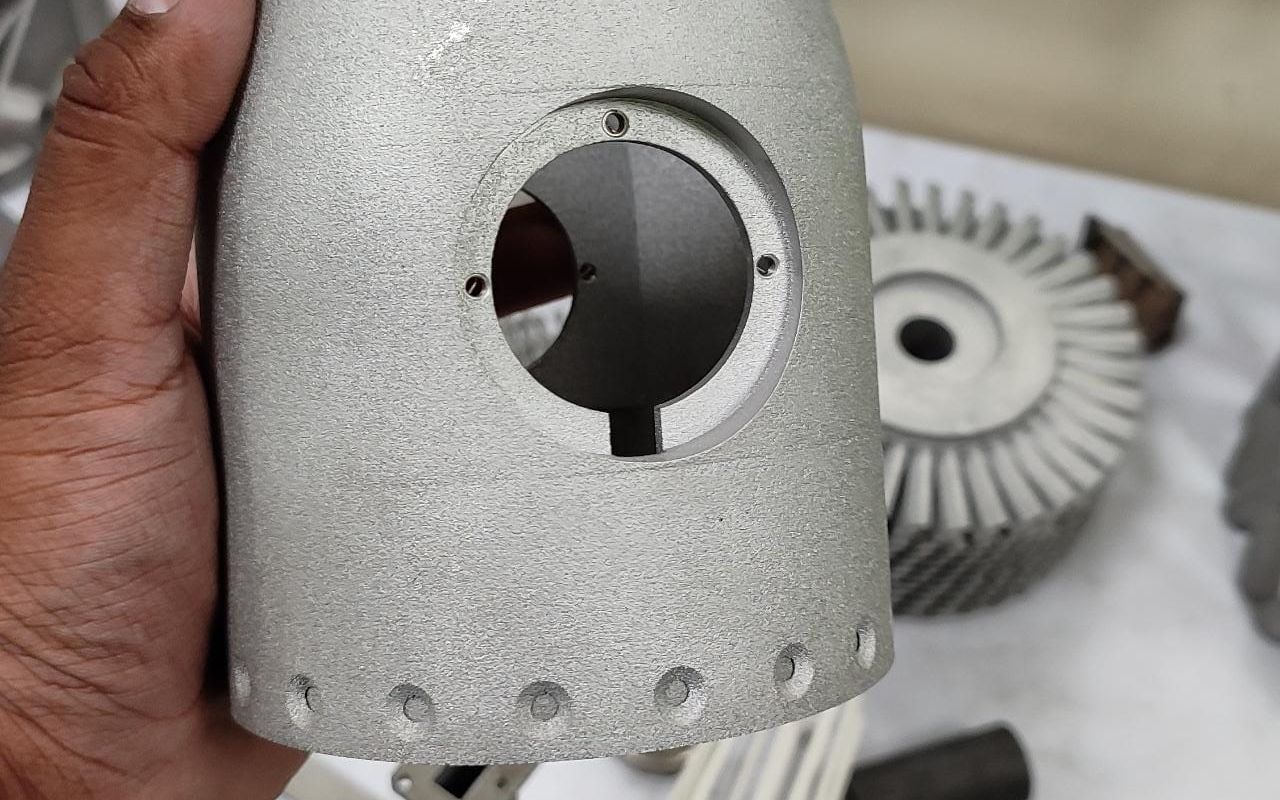
متأسفانه، چنین رشته هایی با 30 درصد الیاف شیشه/کربن خرد شده و ذرات فلز آغشته شده اند. این افزودنی ها نه تنها بسیار ساینده هستند، بلکه حتی می توانند نازل های استاندارد 0.4 میلی متری را مسدود کنند. چنین موادی می توانند نازل های معمولی برنجی و فولادی ضد زنگ را در کمترین زمان بی استفاده کنند.
چگونه رشته های کامپوزیت را ایمن چاپ کنیم
برای چاپ مطمئن چنین رشته هایی به نازل های بزرگتر 0.6 میلی متری ساخته شده از مواد مقاوم در برابر سایش مانند کاربید تنگستن، فولاد ابزار، یاقوت سرخ و حتی الماس نیاز دارید. با این حال، چنین فیلامنت هایی فاقد راندمان حرارتی نازل های برنجی و مسی هستند، بنابراین باید در دمای نازل گرمتر از حد معمول چاپ کنید.
شیطان در جزئیات است
اکنون که می دانید چگونه از اشتباهات رایج در کار با فیلامنت جلوگیری کنید، به یک تجربه پرینت سه بعدی بدون دردسر بسیار نزدیک تر شده اید. با این اوصاف، هزینه کمی بیشتر برای فیلامنت پرینت سه بعدی با کیفیت پرداخت می شود. تضمین کیفیت بهبود یافته و کیفیت تولید ثابت فیلامنتهای با کیفیت، سرمایهگذاری ارزشمندی است با توجه به اینکه چگونه کوچکترین انحراف در ترکیب رشتهها میتواند بر کیفیت و قابلیت اطمینان پرینتهای سه بعدی شما تأثیر بگذارد.