کشف کنید که چه چیزی باعث ایجاد رشته در پرینت های سه بعدی می شود و چگونه می توانید از آن جلوگیری کنید.
رشته پرینت سه بعدی مشکلی است که در آن رشته اکسترود شده روی طرح به صورت رشته های نازک یا “موها” جمع می شود، زیرا نازل هنگام حرکت از یک سر به سر دیگر، رشته ای را ترشح می کند. این رشته ها می توانند ظاهری ناهموار بر روی سطح شی پرینت سه بعدی شما ایجاد کنند.
هنگامی که انتظار چاپی صاف را دارید که نیازی به پس پردازش زیادی ندارد، رشتههایی از رشتههای ذوب شده در اطراف طرح خود میبینید که دستیابی به یک روکش خوب را دشوار میکند. پس از بررسی علل این مشکل، ما به چندین روش برای جلوگیری از ایجاد رشته می پردازیم.
دلایل اصلی رشته پرینت سه بعدی
برخی از دلایل رشته پرینت سه بعدی عبارتند از:
- تنظیمات عقب نشینی نامناسب: اگر چاپگر شما به درستی جمع نمی شود، فیلامنت حتی پس از اینکه هد چاپ به مکان جدیدی منتقل شده است به خارج شدن از نازل ادامه می دهد. این می تواند باعث ایجاد رشته و همچنین بسیاری از مشکلات دیگر شود.
- دمای نازل نامناسب: اگر دما خیلی بالا باشد، رشته بیش از دمای معمولی ذوب می شود و با حرکت هد چاپ شروع به چکیدن می کند.
- قطر نازل بیش از حد بزرگ: اگر قطر نازل بزرگتر از قطر فیلامنت باشد، فیلامنت بیش از حد مورد نیاز را بیرون می کشد و منجر به رشته شدن می شود.
- فیلامنت مرطوب: هنگامی که رطوبت جذب شده توسط فیلامنت در حین چاپ سه بعدی شروع به تبخیر در نازل می کند، فشار در اطراف نازل ایجاد می شود و در نتیجه رشته در اطراف چاپ پاشیده می شود.
راه های مختلفی برای جلوگیری از ایجاد رشته در پرینت سه بعدی وجود دارد. در اینجا، ما نگاهی به موارد اصلی خواهیم داشت.
1. از دمای مناسب پرینت سه بعدی استفاده کنید
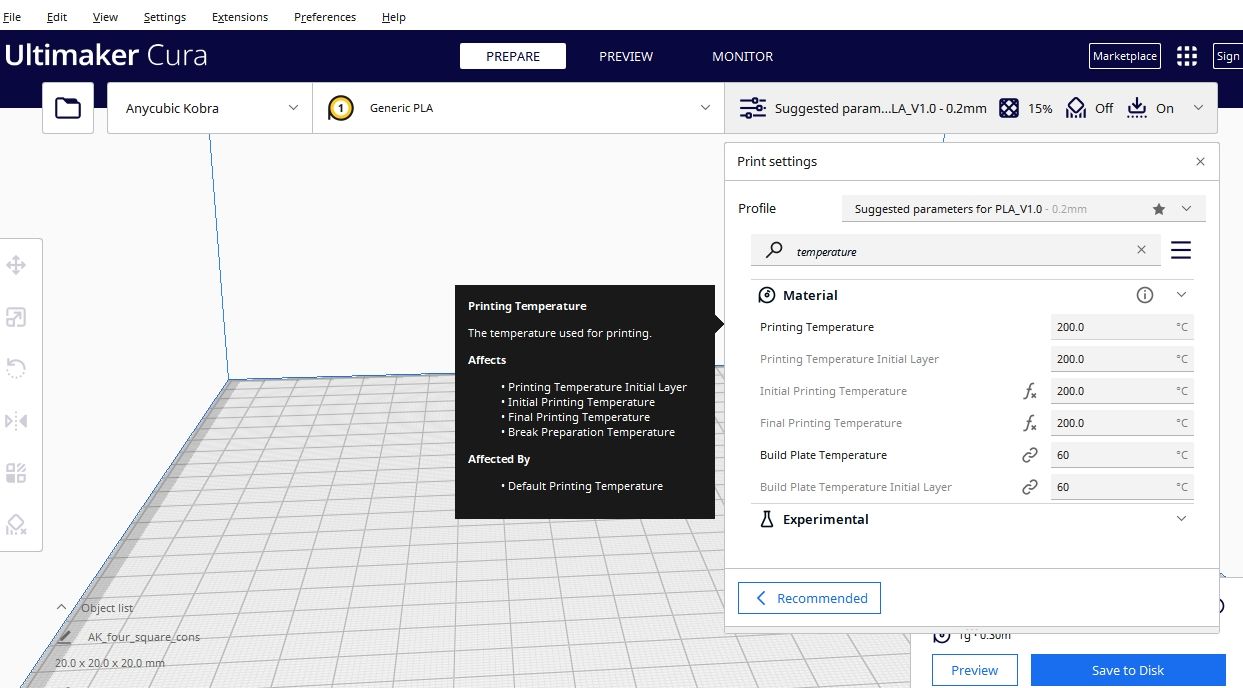
شما باید دمای نازل را تنظیم کنید تا دمای مناسب فیلامنت خود را بدست آورید. اگر دما خیلی پایین باشد، رشته ممکن است نتواند به درستی از نازل عبور کند. اگر درجه حرارت خیلی بالا باشد، رشته می تواند بیش از حد سیال شود و منجر به تراوش و زه کشی شود.
دمای ایده آل اکسترودر بسته به نوع رشته ای که استفاده می کنید متفاوت خواهد بود، زیرا مواد مختلف برای ذوب صحیح به دماهای متفاوتی نیاز دارند. شما باید دما را با مقادیر کم تنظیم کنید تا بهترین نتیجه را به دست آورید و ببینید کدام یک برای فیلامنت شما بهتر عمل می کند.
2. سرعت عقب نشینی را افزایش دهید
سرعت پسکشی سرعتی است که فیلامنت در هنگام چاپ بخشی از جسم شما به سمت نازل چاپگر سه بعدی برمیگردد. ضروری است که سرعت جمع شدن را افزایش دهید تا فیلامنت پس از پرینت بخشی از قسمت شما به سرعت جمع شود، بنابراین فیلامنت زمانی برای خروج از آن نخواهد داشت.
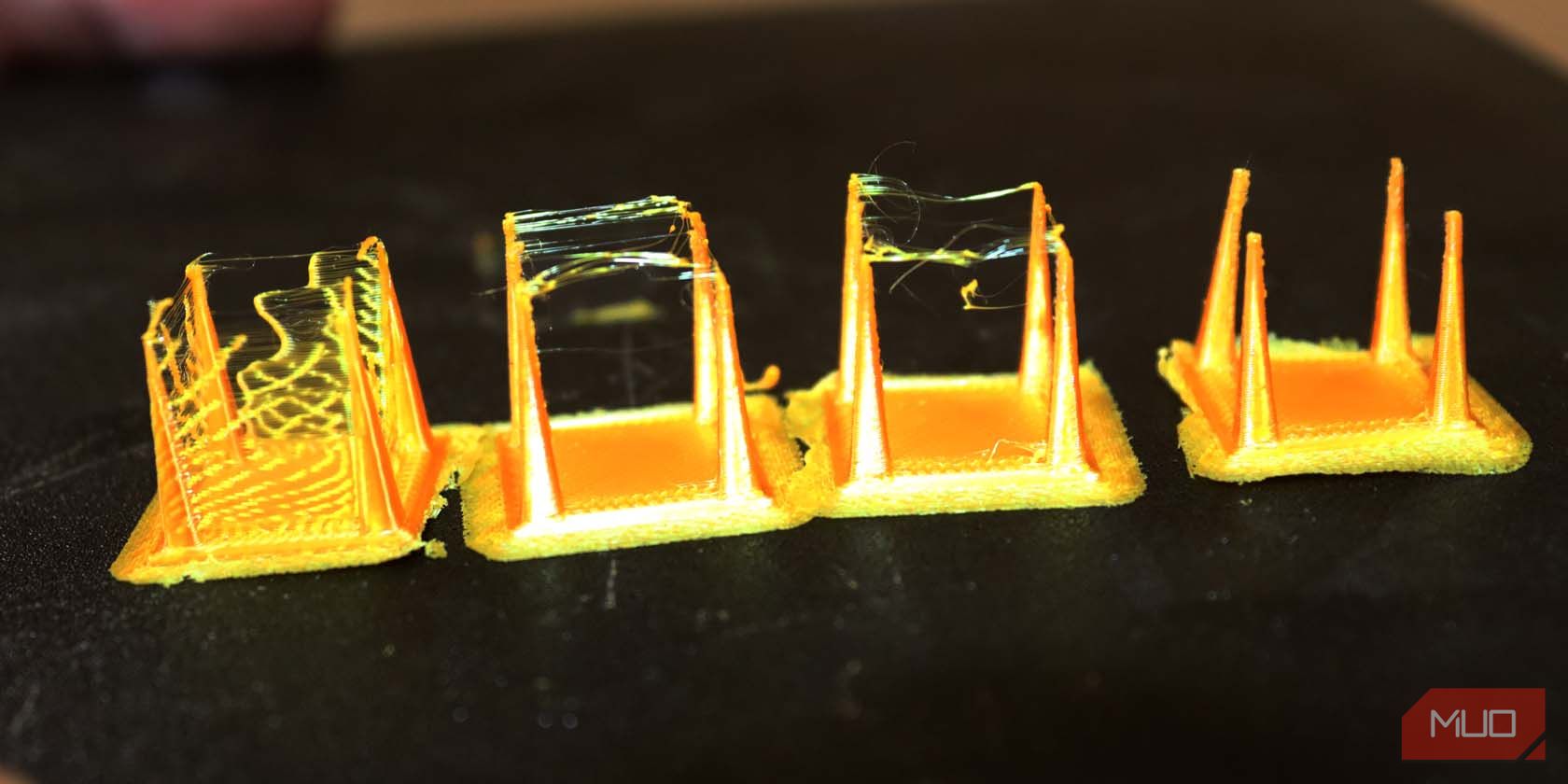
سرعت انقباض بر حسب میلی متر در ثانیه اندازه گیری می شود و مقدار استاندارد معمولاً بین 30 تا 60 میلی متر بر ثانیه است. سعی کنید سرعت را به تدریج افزایش دهید تا زمانی که به تنظیمات عالی برسید. اگر سرعت انقباض خیلی کم باشد، باعث ایجاد رشته می شود. برای مثال در تصویر زیر از سرعت جمع شدن پایین 10 میلی متر بر ثانیه استفاده کردم.
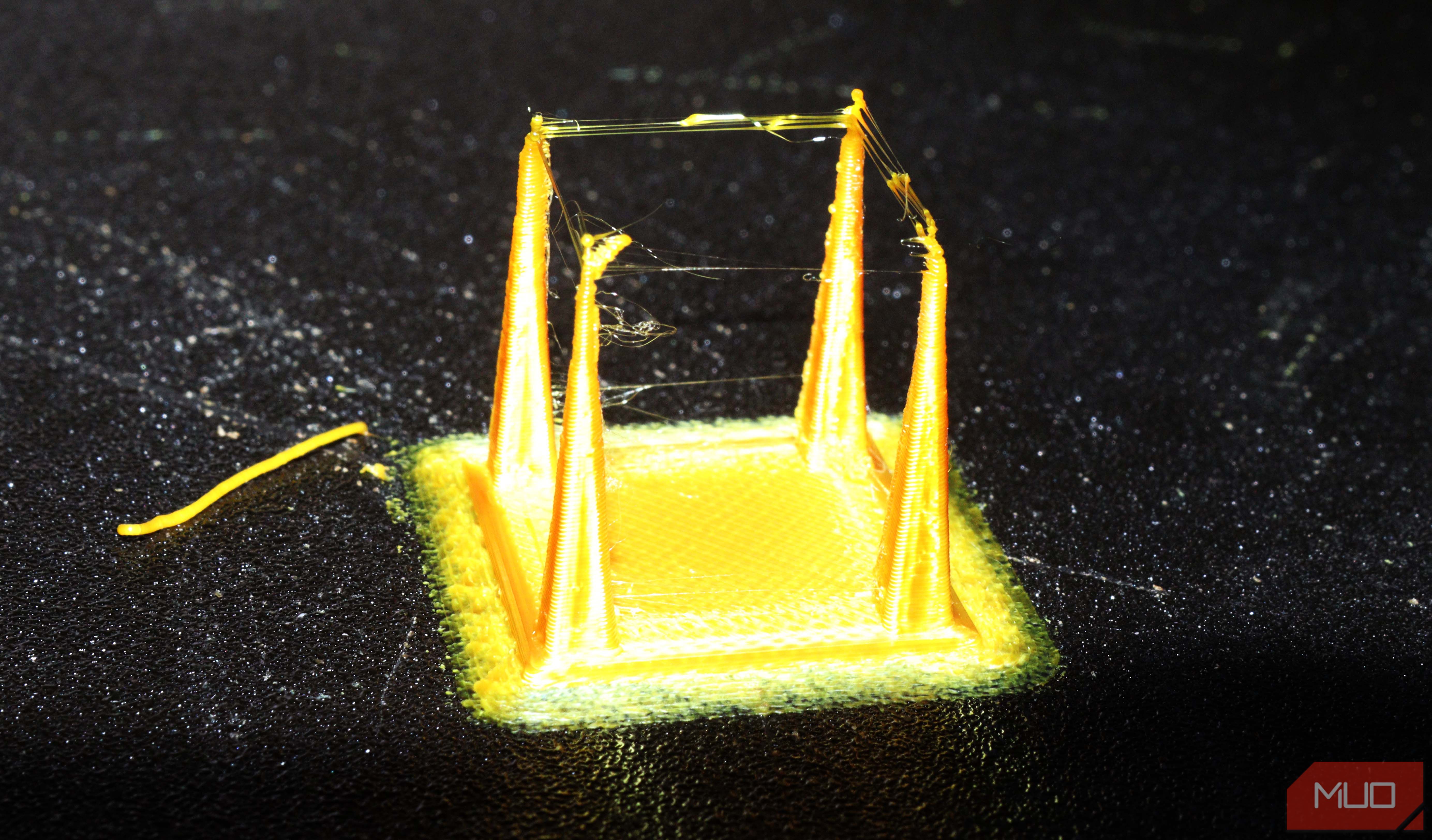
میتوانید ببینید که چاپ آزمایشی با رشتههایی در قسمت پایین و بالا آمده است.
3. فاصله انقباض را افزایش دهید
فاصله انقباض به اندازه رشته ای است که در حین حرکت نازل از یک سر به سر دیگر به داخل نازل کشیده می شود. هنگامی که فاصله انقباض زیاد باشد، احتمال وقوع رشته وجود ندارد. فاصله انقباض معمولاً بین 2 تا 7 میلی متر است.
هنگام استفاده از نرم افزار برش سه بعدی مانند Cura، علامت تیک Enable Retraction را مانند تصویر زیر انتخاب کنید.
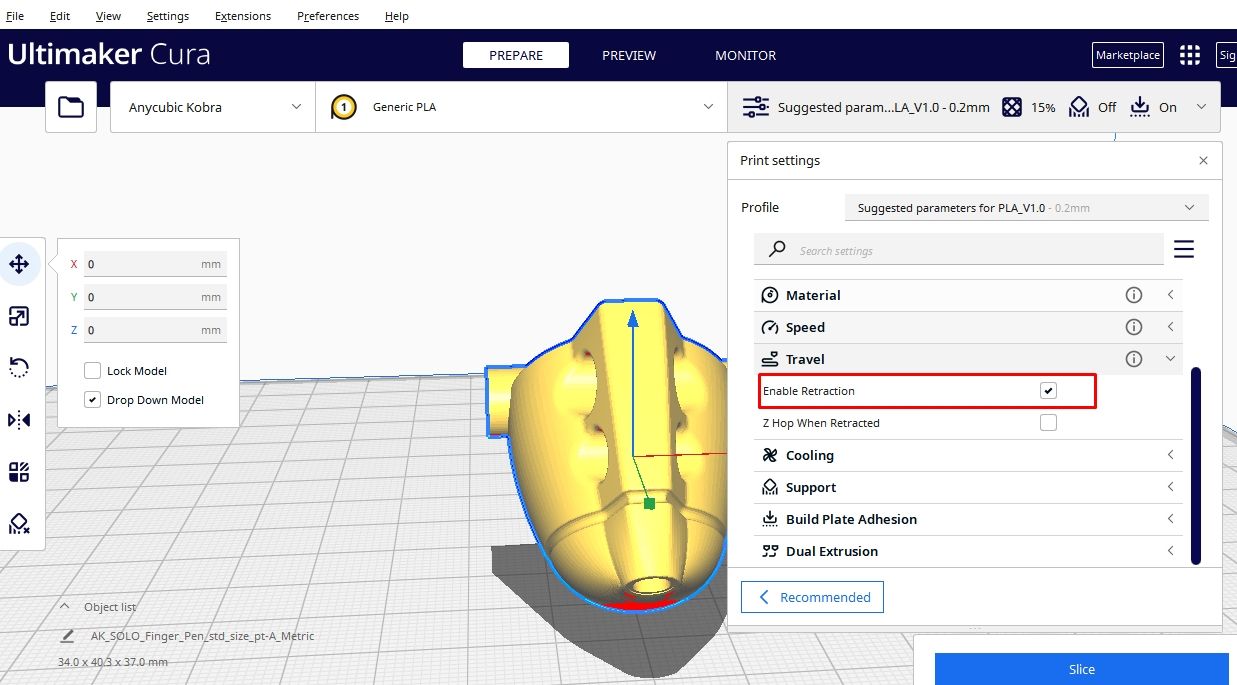
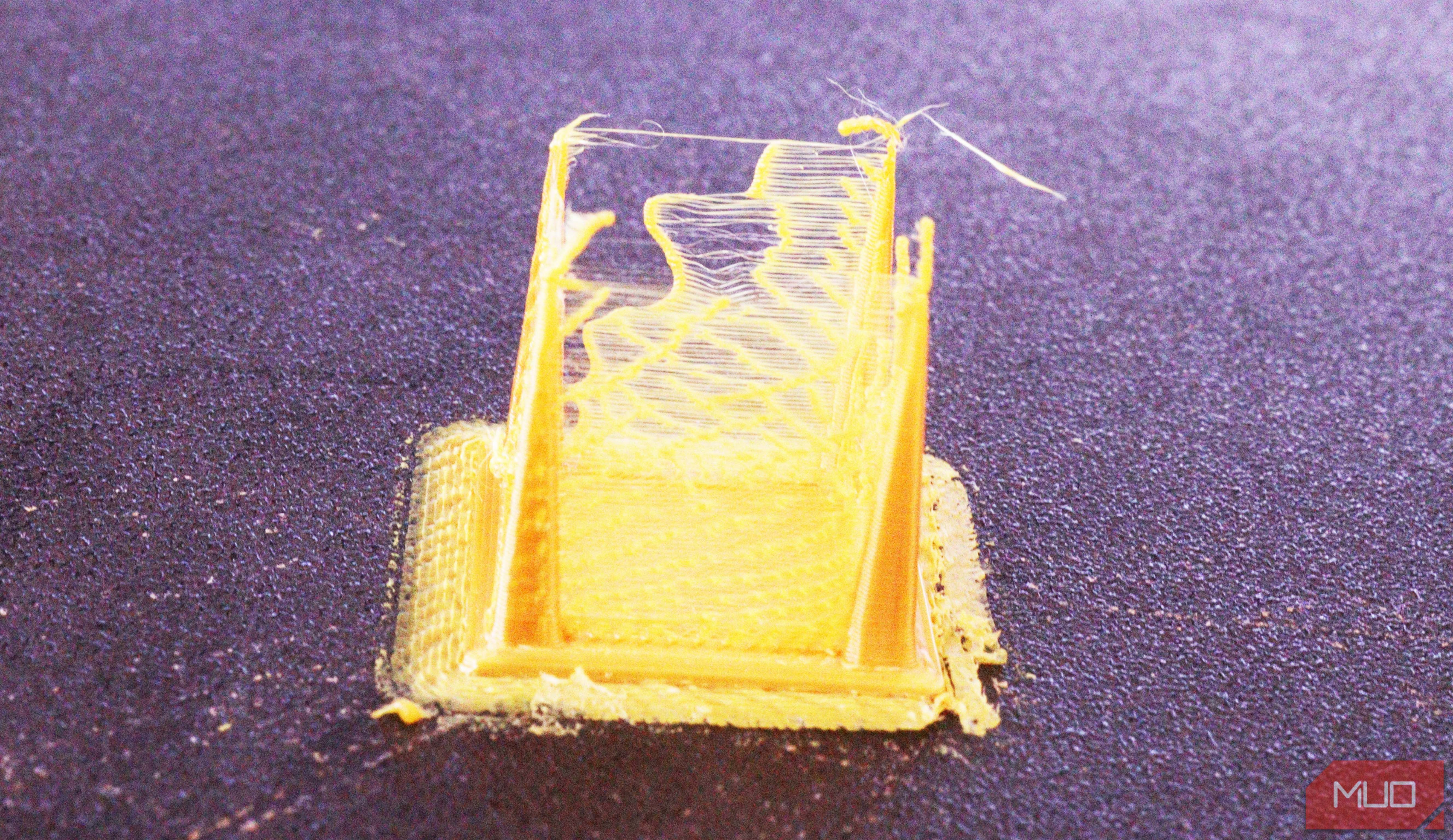
اگر فعال نباشد، رشتهها در سراسر طراحی شما قرار میگیرند و تمیز کردن آن زمان زیادی از شما میگیرد. من سعی کردم تنظیمات را غیرفعال کنم تا ببینم چگونه نتیجه می شود و چاپ زیر را دریافت کردم.

میتوانید از یک چاپ آزمایشی پسکشی (از Thingiverse) استفاده کنید تا به شما کمک کند تنظیمات مناسب چاپگر سهبعدی خود را دریافت کنید تا از افزایش زیاد آن جلوگیری کنید. زمانی که از فاصله کم انقباض دو استفاده کردم، طرح زیر را چاپ کرد.
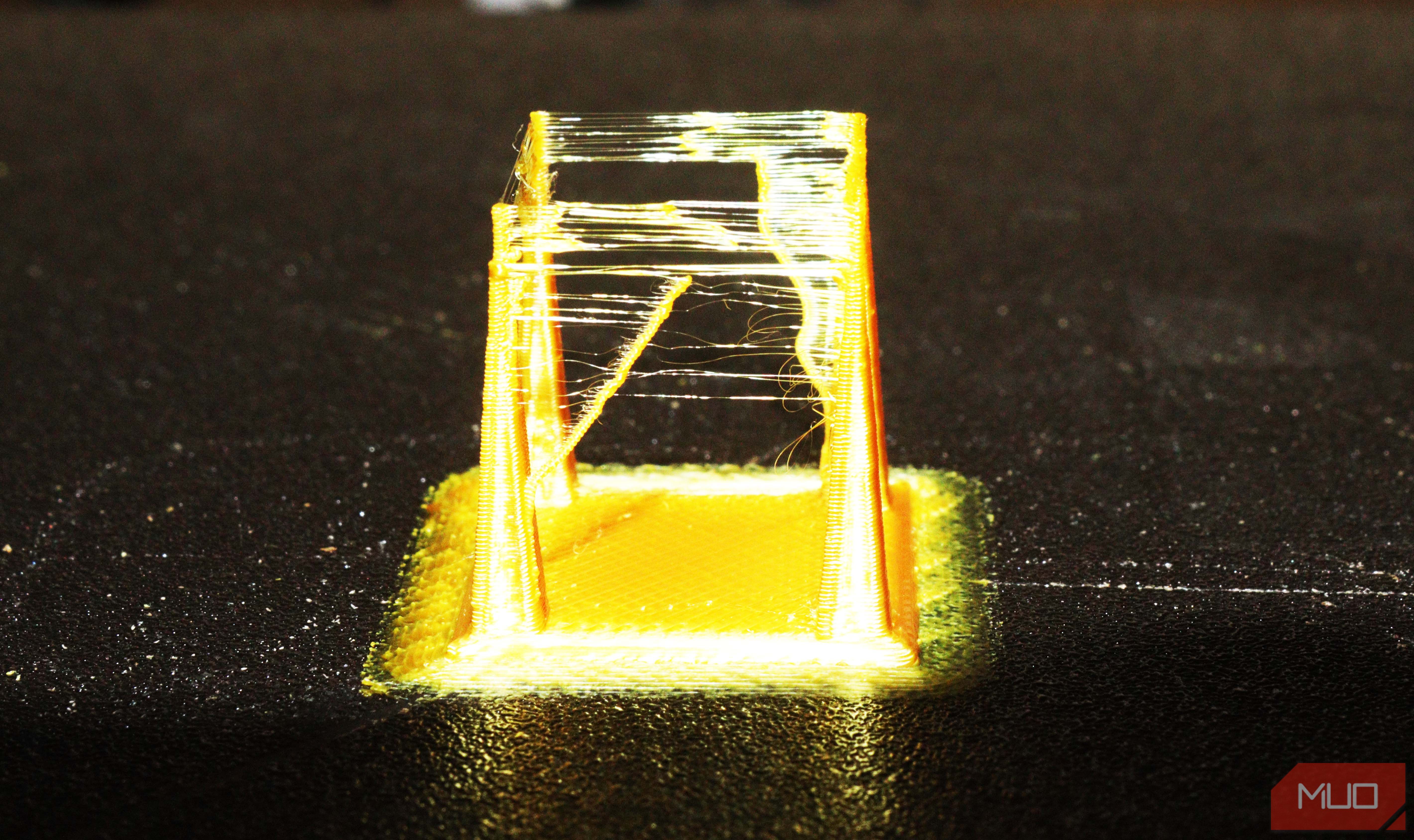
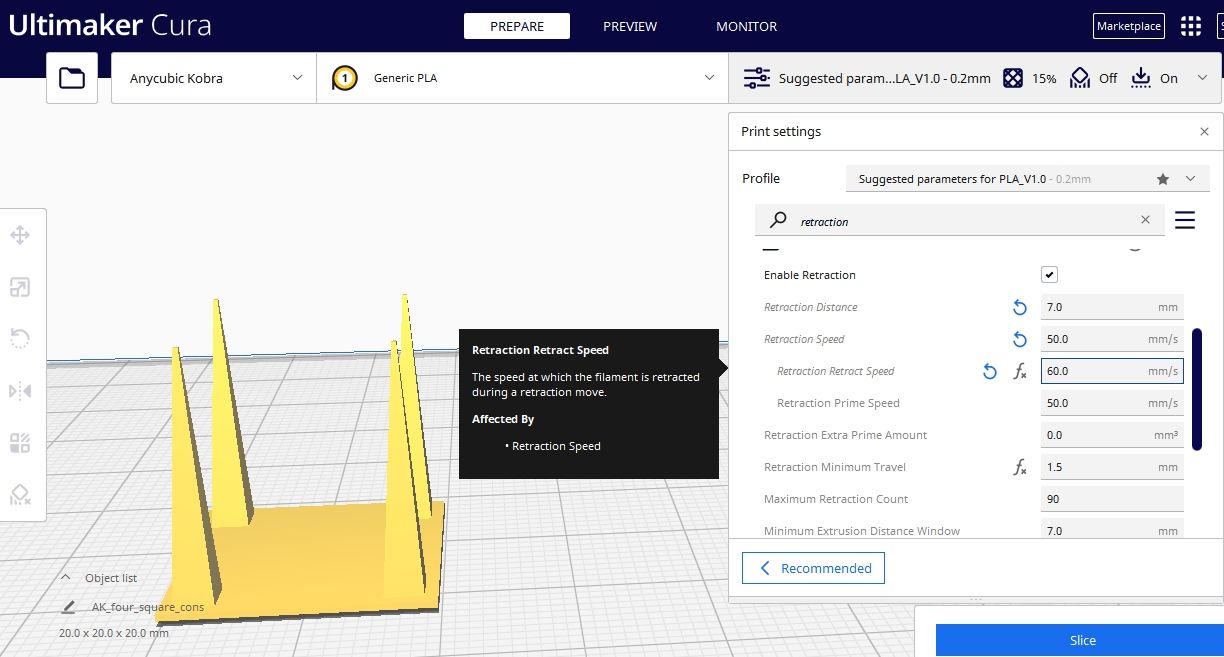
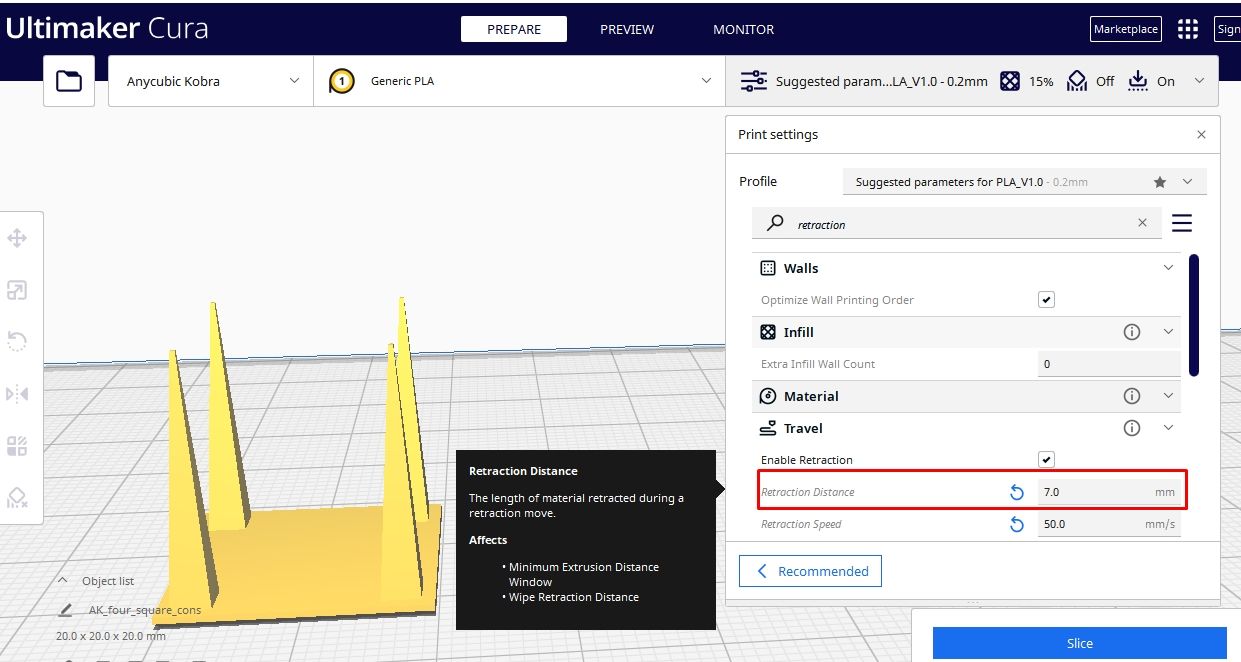
همانطور که می بینید مشکلات زیادی دارد. با این حال، من بعد از افزایش فاصله و سرعت انقباض به ترتیب به 7 و 50 مانند تصویر زیر، رشته های زیادی ندیدم.

این مقادیر برای هیچ چاپگر یا رشته ای خاص نیستند. باید با تنظیمات خود بازی کنید تا زمانی که تنظیمات درست را پیدا کنید.
3. نازل را به طور منظم تمیز کنید

گرفتگی در نازل می تواند منجر به رشته شدن شود، زیرا رشته ذوب شده نمی تواند به درستی جریان یابد، رشته را از نازل بیرون می راند و الگوی رشته را پشت سر می گذارد. گرفتگی ممکن است به دلایل مختلفی از جمله تجمع رشته یا حتی نازل کثیف رخ دهد.
هر زمان که علائمی از اکسترود نشدن فیلامنت به درستی مشاهده کردید، باز کردن نازل پرینتر سه بعدی ضروری است. همچنین اطمینان از کیفیت خوب فیلامنت و عاری از ذرات یا گرد و غبار حیاتی است، زیرا این امر می تواند منجر به گرفتگی شود.
4. سرعت چاپ را تنظیم کنید
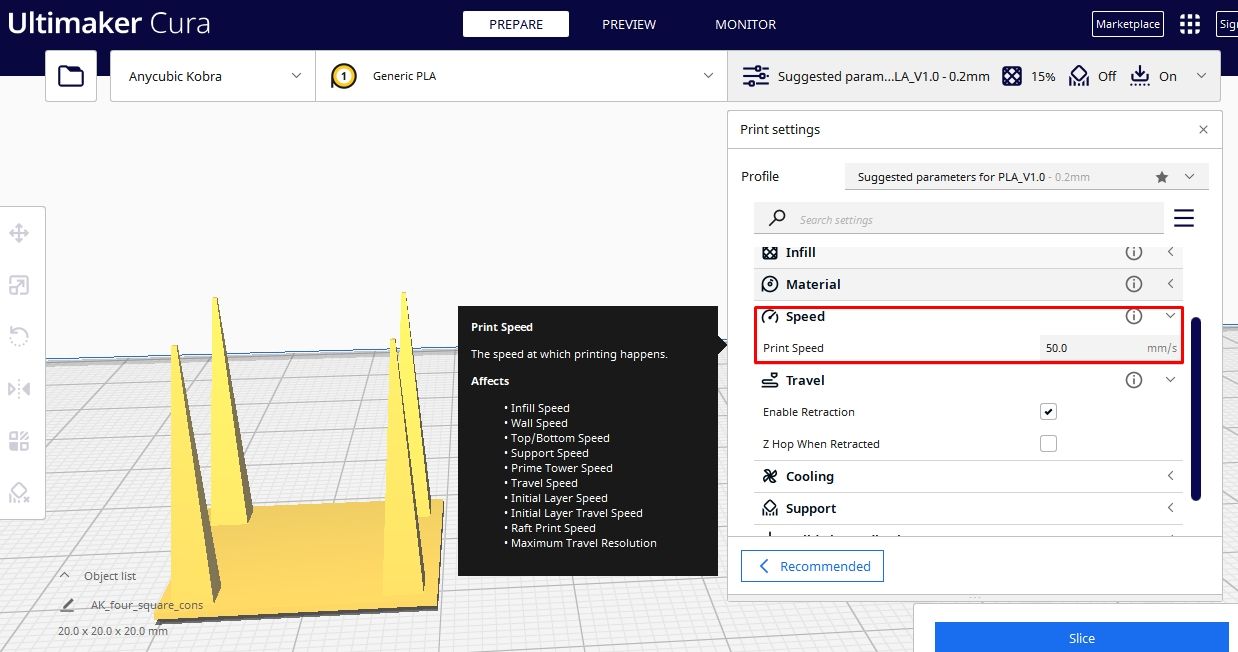
شما باید سرعت چاپ مناسب را روی اسلایسر خود تنظیم کنید تا از رشته شدن جلوگیری شود. به عنوان مثال، در برش دهنده Cura، می توانید سرعت را از 50 معمولی به حدود 55-60 افزایش دهید و ببینید آیا هنوز هم رشته کردن را تجربه می کنید یا خیر.
افزایش سرعت احتمال زه کشی را کاهش می دهد زیرا نازل زمان کمتری را برای حرکت می برد و احتمال باقی ماندن رشته را کاهش می دهد. میتوانید هنگام آزمایش سرعت را با مقادیر کمی تنظیم کنید تا ببینید کدام تنظیم برای چاپگر و فیلامنت شما مناسب است.
5. قبل از استفاده از خشک بودن فیلامنت اطمینان حاصل کنید
هنگامی که فیلامنت مرطوب گرم می شود، رطوبت موجود در آن به سرعت تبخیر می شود و باعث انبساط فیلامنت و شکننده شدن آن می شود. همانطور که فیلامنت از نازل داغ عبور می کند، رطوبت در حال انبساط باعث می شود که به طور ناهموار اکسترود شود و در نتیجه رشته ای ایجاد شود.
برای جلوگیری از ایجاد رشته، لازم است اقدامات لازم برای خشک نگه داشتن فیلامنت انجام شود، به ویژه با استفاده از خشک کن رشته ای یا نگهداری آن در یک محفظه دربسته مانند کیسه در بسته با خلاء، همراه با یک بسته خشک کن. همچنین باید فیلامنت را به صورت دوره ای از نظر وجود هرگونه علائم رطوبت بررسی کنید و در صورت لزوم اقدام کنید.
اگر فیلامنت خود را به خوبی ذخیره نکنید، رطوبت جمع میشود و میتواند منجر به مرطوب و چسبناک شدن آن شود و باعث مشکلات و اشتباهات فیلامنت سه بعدی شود که منجر به خرابی پرینت سه بعدی میشود. داشتن یک ظرف جداگانه برای هر نوع فیلامنت نیز ایده خوبی است، زیرا مواد مختلف واکنش متفاوتی به رطوبت نشان می دهند.
پرینت های سه بعدی عالی بدون رشته تولید کنید
رشته کردن یک مشکل رایج هنگام چاپ است و هر کاربر پرینتر سه بعدی در مرحله ای از پروژه خود با این مشکل مواجه خواهد شد. آموزش خود در مورد عواملی که باعث ایجاد ریسمان می شود و چگونه از آن اجتناب کنید ضروری است.
روشهای پیشگیری فوق که به آنها اشاره کردیم، تنها تعدادی از آنها هستند و رشتهبندی میتواند به دلیل عوامل دیگری ایجاد شود. اگر همه آن گزینه ها را امتحان کردید و مشکل همچنان ادامه داشت، سعی کنید نازل خود یا کل اکسترودر را جایگزین کنید تا ببینید آیا این مشکل را حل می کند یا خیر.